Paano magtrabaho sa kiskisan ng kamay
Ang Frazer ay isang natatanging tool na may mahusay na pag-andar, na kung saan ay isang kailangang-kailangan tool sa negosyo ng karpinterya. Ang isang gilingan ng kamay ay maaaring lumikha ng iba't ibang uri ng mga koneksyon sa pagitan ng mga bahagi ng kahoy, gumawa ng korte sa pagproseso ng mga gilid, mga gilid at mga patong ng mga blangko, gamitin ito upang pumili ng mga grooves at recesses, pati na rin para sa wood carving at metal engraving.
Ang nilalaman
Pangkalahatang tuntunin ng trabaho
Sa kabila ng kadalian ng paghawak, ang router ay isang traumatikong tool kung gagamitin mo ito nang hindi sumusunod sa mga simpleng patakaran. Kaya, ang mga pangunahing patakaran para sa pagtatrabaho sa yunit na ito ay ang mga sumusunod.
- Ang mga damit ng damit ay dapat magkasya sa kanilang mga kamay. Kung mayroon kang mahabang buhok, kailangan mong kunin ang mga ito upang maiwasan ang mga ito sa pagbagsak sa pamutol at sa kasunod na pag-ikot.
- Bago ka magsimula, siguraduhin na suriin ang cable ng network para sa pinsala sa pagkakabukod. Ang pinsala sa kurdon ay nangyayari sa sandaling ang aksidente ay tumama nang hindi sinasadya ang kiskisan na hindi pa tumigil. Ang insulating abrasions nahanap ay dapat na insulated.
- Ihanda ang lugar ng trabaho upang hindi ito naglalaman ng mga banyagang bagay (mga wrench, screwdriver, screws, atbp.) Na maaaring mahulog sa ilalim ng tool na gumagana at sirain ito.
- Gamitin lamang well sharpened tool (pamutol). Maaari mong suriin ang sharpness ng talim sa iyong daliri: para ito kailangan mong i-hold ang mga ito sa talim sa isang anggulo ng 90 degrees. Kung ang gilid ay matalim, pagkatapos ay pakiramdam mo ang isang liwanag na hold ng balat sa pamamagitan ng matalim gilid. Kung hindi man, madaling daliri ang daliri.
- Bago gamitin ang pamutol gamit ang isang thrust bearing, siguraduhin na grasa ito sa isang drop ng langis. Ang tindig ay dapat na iikot madali at walang pagkaantala.
- Kapag i-install ang tooling sa collet, siguraduhin na ang pamutol shank pumasok sa ito hindi kukulangin sa 20 mm.
- Sa bawat oras, kapag i-install ang pamutol, alisin ang mga deposito ng carbon at mga residu ng kahoy mula sa mga blades nito gamit ang isang soft plate na metal.
- Gamitin mga espesyal na baso sa kaligtasan. Kung hindi sila dustproof.
- Siguraduhing protektahan ang iyong respiratory system mula sa masarap na dust na nabuo nang kasaganaan sa panahon ng paggiling, lalo na kung ang mga bahagi ay gawa sa nakalamina chipboard at MDF. Bilang pagtatanggol, maaari mong gamitin ang respirator o isang regular na medikal na mask na binili sa isang parmasya.
- Laging i-secure ang workpiece sa talahanayan na may clamps. Pigilan ang workpiece gamit ang isang kamay sa panahon ng pagproseso ay ipinagbabawal.
- Kanan pick bilis ng pag-ikot suliran ng yunit, depende sa diameter ng kagamitan na naka-install. Dapat mo ring bigyang pansin katigasan ng kahoy. Kung mas mataas ang katigasan ng materyal, mas mabagal ang bilis ng pag-ikot.
- Ang pamutol sa isang pass ay dapat na immersed sa workpiece sa isang lalim ng hindi hihigit sa 3 mm.
- Bago simulan ang pagproseso ng workpiece, dapat mong i-on ang router at maghintay para sa sandali kapag ang kiskisan ay tipunin ang kinakailangang momentum, at pagkatapos ay magpatuloy sa pagpapakilala ng kiskisan sa kahoy. Kung nagsisimula ka ng paggiling sa mababang revs o sa unang mga revolutions ng tool, ang pagputol bahagi ng tool ay pindutin ang workpiece, na bumubuo ng mga chips dito. Bilang karagdagan sa pinsala sa mga bahagi, ang router ay maaaring tumabi at sugpuin ang operator.
- Panatilihin ang machine sa isang paraan na maaari mong makita ang umiikot na tooling at kontrolin ang paglulubog sa materyal.
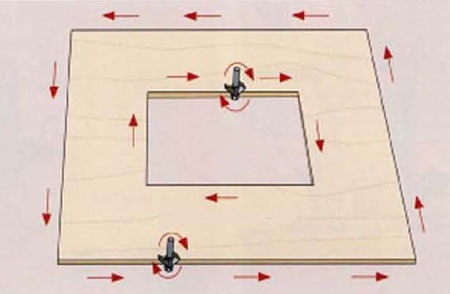
- Habang umiikot ang kiskisan sa orasang arrow, ang paggalaw ng router ay dapat na nakadirekta sa isang paraan na ang tool blades ilipat patungo sa materyaltulad ng ipinapakita sa larawan sa ibaba.
- Ang pagputol ng pamutol ay dapat na matatag na gaganapin sa mga kamay, ngunit walang hindi dapat na presyon sa workpiece. Pindutin ito nang pantay-pantay at i-drive ang yunit ng maayos, nang walang jerks, sa buong buong tilapon ng paggalaw.
- Kung ang trabaho ay natupad sa mababang revs, at kahit na para sa isang mahabang panahon, siya pangangailangan cool na paminsan-minsan. Ang yunit ay dapat na magsimula sa maximum na bilis (idle) para sa 20-30 segundo upang ang engine ay maayos na maaliwalas ng daloy ng hangin na nilikha ng impeller na naka-mount sa baras nito.
- Upang ihinto ang paggiling, halimbawa, ang mga gilid ng workpiece, kailangan mo munang alisin ang kiskisan mula sa kahoy, at pagkatapos ay i-off ang yunit. Ngunit kapag nagpapaikut-ikot ng isang malalim na uka, kailangan mo munang itigil ang tool feed, i-off ito, maghintay para sa tool upang ihinto ang ganap at pagkatapos ay alisin ang pamutol mula sa recess.
Paghahanda ng tool para sa trabaho
Ang pinakamahalagang bagay na dapat gawin bago simulan ang paggiling ay ang set up ng unit para sa isang tiyak na uri ng trabaho, isinasaalang-alang ang mga katangian ng materyal na naproseso at ang uri ng tooling.
Pagpili ng bilis
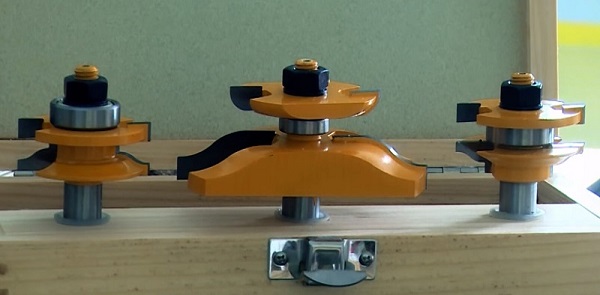
Ang pagputol ng pamutol ay isang yunit na may kakayahang umunlad ng napakataas na revolutions ng spindle, mula 8000 hanggang 24000 rpm at higit pa. Ang mas mataas na bilis ng pag-ikot ng tooling, ang cleaner na ibabaw ay ginagamot. Ngunit dapat mong malaman na ang paglampas sa pinapayagang bilis para sa ilang mga cutter ay maaaring maging sanhi ng pagkasunog ng workpiece sa mga site ng machining. Samakatuwid, bilang karagdagan sa bilis ng pag-ikot ng tool shank, ito ay kinakailangan upang isaalang-alang bilis ng talim linear. Bilang isang patakaran, mas malaki ang diameter ng tooling, mas mabilis ang pagputol na gilid ng tooling rotates. Kung nais mong gamitin ang isang snap-in ng malaking lapad, pagkatapos ay ang mga revolutions suliran ay kailangang bahagyang mabawasan.
Sa ibaba ay isang talahanayan, gamit ang kung saan maaari mong piliin ang pinakamainam na bilis ng pag-ikot ng tool, depende sa diameter nito.
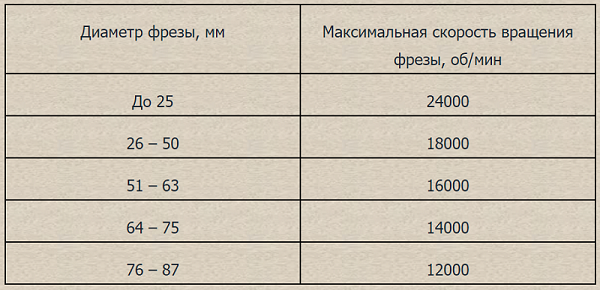
Bilang karagdagan, kapag pinipili ang bilis ng pag-ikot ng tool, ang katigasan ng materyal na naproseso ay dapat isaalang-alang. Ang paggiling ng matigas na kahoy ay kinakailangan sa isang mas mababang bilis kaysa inirerekomenda para sa isang tukoy na diameter ng tool.
Dapat mo ring bawasan ang bilis ng tool kung kailangan mong i-cut PVC, pagproseso ng Plexiglas at plastik. Sa mataas na bilis, ang plastic ay magsisimula na matunaw at manatili sa mga gilid ng tooling. Sa bawat kaso, ang bilis ng pag-ikot ay pinili nang eksperimento.
Mga cutter sa pag-install
Bago ang pagpapalit ng tool ay kinakailangan idiskonekta ang router mula sa mga mains. Ang pag-off ng start button ay hindi sapat. Napakahalaga na i-unplug ang kurdon ng kuryente upang mapigilan ang pagsisimula ng hindi sinasadyang engine.
Ang mga pagbabago sa palayok ay ang mga sumusunod.
- Ilagay ang makina sa gilid nito upang ang pindutan na may hawak na suliran ay nasa itaas.
- Pindutin ang pindutan at i-on ang suliran hanggang sa makipag-ugnayan ito sa retainer. Pagkatapos nito, ilagay ang susi sa collet nut at tanggalin ito. Sa ilang mga modelo ng paggiling cutter ang pindutan na ito ay maaaring hindi. Sa kasong ito, kailangan mo ng 2 wrench. Ang unang susi ay ilagay sa nut na matatagpuan sa suliran at gumaganap bilang isang retainer (kung pahinga mo ito laban sa gabay na bar), at ang pangalawang key ay ginagamit upang paluwagin ang collet nut.

- Matapos i-loosening ang collet clamp, alisin ang bit shank mula rito.
- Susunod, ipasok ang isang bagong snap-in, pabulusok ang shank nito sa collet sa isang lalim ng hindi bababa sa 20 mm, iyon ay, hanggang sa ito tumitigil.
- Pigilan ang collet nut. Patigilin ang tool na may sapat na puwersa, ngunit hindi sapat upang masira ang thread.
- I-unlock ang spindle.
Dapat itong tandaan: ang collet nut nut ay hindi maaaring tightened kung walang tooling sa ito. Ito ay masira.
Ang pagtatakda ng lalim ng pagproseso
Halos lahat ng yunit para sa paggiling ay naka-install Mga adjusters sa lalim. Ang pagtatakda ng lalim ng tool sa paglulubog ay ang mga sumusunod:
- Ilagay ang yunit sa isang patag na ibabaw, halimbawa, sa isang table.
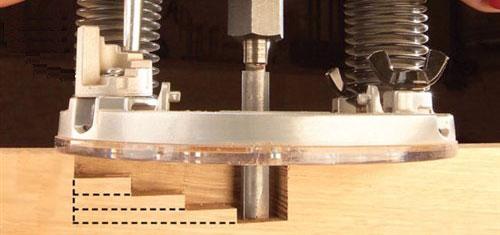
- Ilagay ang hakbang ng turret stop (1), na may pinakamaliit na taas, sa ilalim ng immersion limiter (2).


- Alisin ang lock mula sa malalim na stop sa pamamagitan ng bahagyang pag-unscrew sa tornilyo (3) upang ang stop (2) ay maaaring malayang gumalaw.
- I-unlock ang mekanismo ng paglulubog ng makina. Sa ilang mga modelo ng mga cutter na nagpapaikut-ikot, ang engine ay naayos sa mga vertical rod gamit ang isang rotating handle. Mayroon ding isang malaking bilang ng mga modelo ng mga yunit na ito, kung saan ang drive ay naka-lock na may isang espesyal na paikot paikot.
- Ibaba ang motor pababa hanggang sa hinawakan ng pagputol ng pamutol ang workpiece. Dapat itong gawin nang dahan-dahan upang maiwasan ang mga blades na humagupit sa bahagi.
- Susunod, dapat mong ayusin muli ang engine sa daang-bakal.
- Ibaba ang kalaliman patungo sa pinakamaliit na hakbang ng turret stop (1).
- Itakda ang slider (4) sa "0" scale (6).
- Itaas ang limiter (2) sa taas na sa harap ng slider nito (4) sa scale (6) ay ang dive value na gusto mong isagawa. Para sa magaspang pagsasaayos, ang limiter (2) ay itataas o binabaan ng kamay. Ang isang mas tumpak na pagsasaayos ng lalim ng paglulubog ng tool ay ginawa gamit ang fine tuning mechanism (5).
- Ang posisyon ng stopper (2) ay dapat na secure sa locking screw (3). Ngayon ay maaari mong i-unlock ang paglulubog na mekanismo at iangat ang kalesa sa engine paitaas.
Bilang resulta, kung babaan mo ang biyahe hanggang sa tumigil sa (2) na hawakan ang pinakamababang hakbang ng stop ng turret, makakakuha ka ng maximum na extension ng pamutol na may kaugnayan sa base ng yunit. Ang halaga ng immersion tool sa workpiece ay magiging panghuling, ibig sabihin, upang magkaroon ng kinakailangang lalim.
Kung nais mong gumawa ng isang malalim na uka na hindi maaaring mapili sa isang solong pass, pagkatapos ay maaari mong gamitin ang isang suporta toresilya upang dahan-dahan lumangoy ang tool sa workpiece.. Upang gawin ito, ilipat ang pinakamataas na hakbang ng turret stop (1) sa ilalim ng depth limiter (2) at gawin ang paggiling. Susunod, palitan para sa susunod na stop, ang mas mababang stop, at muli gumawa ng isang tool sa pass. Kapag ang paghinto ay umabot sa pinakamababang stop, ang kinakailangang daloy ng lalim ay makuha. Ang sumusunod na pigura ay nagpapakita kung paano ang tool ay unti-unting lumalalim sa workpiece, kung gumagamit ka ng isang stop-type na rebolber.
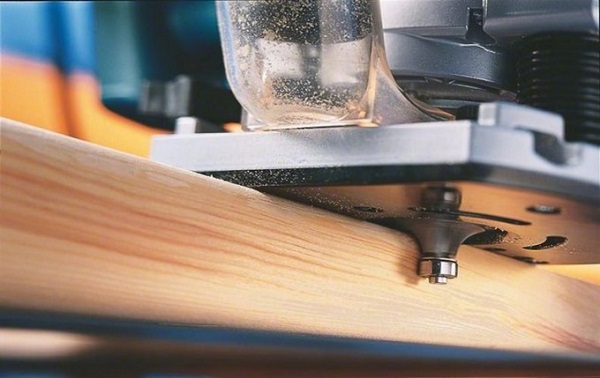
Pagpoproseso ng gilid
Para sa pagproseso ng mga gilid at dulo ng workpiece gamit ang espesyal gilid mills. Maaari silang maging parehong tuwid at kulot. Ang mga straight cutter ay ginagamit para sa pagbabawas (leveling) ang mga gilid ng mga bahagi sa isang pattern (hubog) o sa isang pinuno. Halimbawa, kung pinutol mo ang chipboard na may electric jigsaw, pagkatapos ay hindi mo magawa nang walang router sa kasong ito. Ang Edge pagkatapos ng pagpasa sa file ng kuko ay lumalabas na hindi pantay at may maliit na chips. Upang bigyan siya ng perpektong geometry, gawin ang mga sumusunod.
- Magkabit ng isang tuwid na gilid ng nagpapaikut-ikot sa router bit. Ang kiskisan na ito ay maaaring magkaroon ng tindig sa ilalim o sa itaas na bahagi nito (malapit sa paa).


- Kung ang kiskisan ay may isang mas mababang thrust bearing, pagkatapos ay ang template ay inilagay sa ilalim ng workpiece at ang parehong mga bahagi ay pinindot laban sa workbench na may clamps. Sa kabilang banda, ang template ay nakatakda sa workpiece na may itaas na tindig sa snap.
- Sa kaso ng na may mas mababang tindig Ilagay ang bit sa gilid ng workpiece at babaan ang pamutol upang ang thrust bearing ay nasa gitna ng mukha ng template at ang mas mababang bahagi ng blades ay umaabot sa mga 2-3 mm papunta sa template. Para sa mga cutter na may mataas na tindig Ang lahat ay tapos na sa iba pang mga paraan sa paligid: ang mukha ng kiskisan ay inilalagay sa template kung saan inilalagay ang workpiece. Ang pamutol ng milling ay binabaan hanggang sa maabot ang tindig sa gitna ng template, at ang itaas na bahagi ng mga blades ay hindi makukuha ito sa pamamagitan ng 2-3 mm.
- Dagdag dito, ang bahagyang clamped workpiece ay nakahanay sa template (isang goma na mallet ay maaaring magamit) sa pamamagitan ng naunang inilapat na pagmamarka.
- Pagkatapos ng leveling, pindutin ang mga bahagi na may clamps sa workbench. Kung hawak mo ang mga ito maluwag, maaari silang ilipat dahil sa malakas na panginginig ng boses kapag ang tool ay gumagana.
- Ilagay ang router bit sa workpiece (template), nang walang pagpindot sa mga detalye sa kiskisan, i-on ang yunit at maghintay hanggang umabot sa buong bilis;
- Ilipat nang maayos ang pamutol sa simula ng workpiece, upang ang tool ay gupitin ito at ilagay ang tindig sa template, at pagkatapos ay i-cut kasama ang buong gilid.
Para sa pagpoproseso ng mga dulo ng mga blangko, maaari mong gamitin ang maginoo submersible (vertical) na mga machine ng paggiling. Kung kinakailangan upang alisin ang PVC overhangs, ang kapal ng kung saan ay maaaring umabot ng hanggang sa 4 mm, ito ay magiging mas maginhawang upang gumana sa isang gilid paggiling machine, dahil ito ay compact sukat at liwanag timbang.

Naisipang Mills ng Mukha pangunahin na ginagamit para sa pagproseso ng mga produkto ng kahoy at MDF. Sa kasong ito, una, ang workpiece ay binibigyan ng isang tiyak na hugis gamit ang isang tuwid na pamutol ng pamutol. At pagkatapos nito, isang tool na may kinakailangang profile ng figure ay ipinasok sa collet at ang mga gilid ay machined sa karaniwang paraan. Tanging bilang isang template o gabay para sa tindig ay nagsisilbi sa nakahanay na gilid ng bahagi.

Kapag nagpapaikut-ikot na mga bahagi ng kahoy, dapat na isaalang-alang ang direksyon ng mga hibla ng kahoy.. Kung hindi mo gagawin ito, ang pagpuputol ay magaganap sa mga sulok ng mga workpiece o sa mga punto kung saan ang mga longhinal fibers ay nagiging dulo kapag ang pagpoproseso, halimbawa, mga kurbadong mga bahagi. Upang maiwasan ang pagputol, dapat mong ilagay ang mga lugar na "problema" sa workpiece (Figure A). Kung pupunta ka sa mga seksyon ng pamutol sa karaniwang paraan (laban sa arrow), pagkatapos ay kadalasan ito ay magdudulot ng pagbuo ng mga chips. Samakatuwid, hanggang sa mga "problema" zone, ang tool ay fed laban sa arrow, at sa fiber transition point, ang direksyon ay baligtad (Figure C).

Nalalapat ang parehong patakaran pagpoproseso ng sulok ng mga kahoy na blangko. Una, ang pamutol ay dapat na dumaan sa mga hibla sa kahabaan ng arrow (sa sulok), pagkatapos nito ay patuloy na nakaharap sa karaniwang paraan.
Kung ang paggiling ng mga MDF facade (bago ang plastic pasting) o iba pang mga produkto mula sa materyal na ito ay gumanap, pagkatapos ay hindi ka dapat mag-alala tungkol sa chipping, dahil ang materyal ay may isang pare-parehong istraktura.
Hole cutting
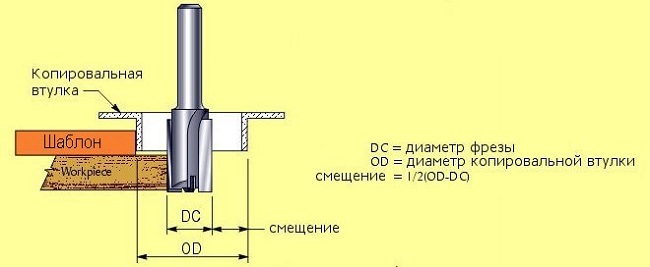
Para sa pagputol ng mga butas sa mga kahoy na blangko maaari mong gamitin tuwid na hating cutter. Kung ang butas ay may isang kumplikadong hugis, pagkatapos ito ay hiwa sa pamamagitan ng isang router ayon sa isang template na handa nang maaga gamit ang isang kopya ng singsing. Ang huli ay naka-attach sa bit ng kiskisan at, kapag ang yunit ay nasa operasyon, itinatakda nito ang kilusan ng tool sa nais na direksyon.
Kaya, upang i-cut ang isang butas sa isang kahoy na blangko, kailangan mong gawin ang mga sumusunod na mga operasyon:
- ikabit ang isang tuwid na hating cutter sa collet ng aparato;
- maglakip ng kopya ng manggas sa router bit;
- ilagay sa workbench ang workpiece kung saan nais mong gumawa ng isang butas;
- lugar maliit na piraso ng chipboard sa ilalim ng workpiece upang bahagyang taasan ito sa itaas ng talahanayan (ito ay kinakailangan upang lumabas ang tool kapag pagputol sa pamamagitan ng bahagi);
- ilagay ang template na may naka-handa na butas sa workpiece at pindutin ang parehong mga bahagi sa talahanayan na may clamps;
- itakda ang minimum na halaga ng pag-abot ng pamutol (mga 3 mm) na may kaugnayan sa base ng aparato;
- buksan ang router at dahan-dahang ibababa ito sa template upang ang router ay malumanay na nakapasok sa materyal;
- magsagawa ng paggiling sa paligid ng perimeter ng template;
- babaan ang pamutol ng iba pang 3 mm at ulitin ang operasyon sa itaas;
- patuloy na magdagdag ng depth ng 3 mm hanggang sa pumasa ang kiskisan sa workpiece sa pamamagitan ng.

Sa parehong paraan maaari mo gupitin ang isang bilog na butas ayon sa naaangkop na pattern. Ngunit upang i-cut ang isang bilog sa workpiece, mayroong isang paraan mas madali. Kabilang sa mga pakete ng karamihan sa mga modelo ng mga cutter na nagpapaikut-ikot circulator. Binubuo ito ng isang bar na may adjustable (naka-point) na tornilyo sa isang gilid.

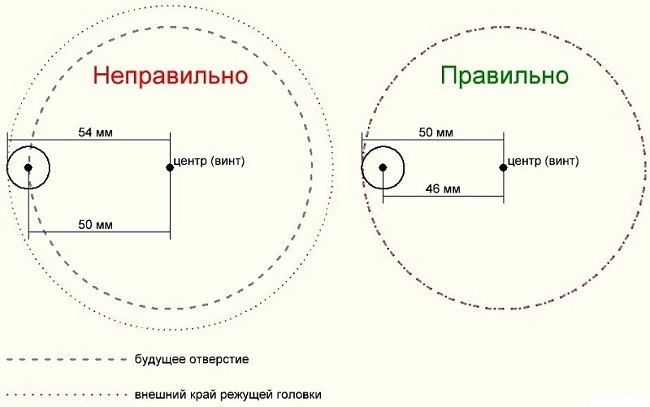
Ang bar ay nakatakda sa base ng yunit, at ang tulis na tornilyo ay ipinasok sa butas na nagsisilbing sentro ng hinaharap na bilog.Susunod, kailangan mong itakda ang ninanais na radius, isinasaalang-alang ang lapad ng pamutol. Ang sumusunod na pigura ay nagpapakita kung paano maayos na kalkulahin ang butas radius.
Ang paggiling ay isinasagawa sa karaniwang paraan sa maraming yugto, sa bawat oras na lalalim ang tool sa pamamagitan ng 3 mm.
Gayundin ang kiskisan ay maaaring drilled butas, halimbawa, para sa pag-install ng mga bisagra ng bisagra. Ginagawa ito bilang mga sumusunod.
- Clamp sa collet ng makina Forstner drill kinakailangang lapad.
- Itakda ang pinakamababang bilis ng suliran.
- Ilagay ang router sa flat surface.
- Ibaba ang pamutol upang ang spike sa sentro nito ay hindi maabot ang ibabaw ng talahanayan ng 2-3 mm, at ayusin ang biyahe sa mga gabay.
- Susunod, babaan ang malalim na stop sa anumang hakbang ng stop turret at i-secure ito sa locking screw. Dahil sa depth limiter, ang pagputol ng pamutol ay hindi maaaring mahulog sa ibaba ng kinakailangang antas.
- I-unlock ang drive upang maaari itong malayang ilipat pataas at pababa kasama ang mga gabay.
- Sa workpiece ay dapat na ang sentro ng hinaharap na butas.
- Ilagay ang router bit sa workpiece at ibababa ang kiskisan sa isang paraan na ang spike na matatagpuan sa gitna nito ay eksaktong tumama sa inilaan na lugar sa bahagi.
- Itaas ang pamutol nang bahagya sa itaas ng workpiece, i-on ang yunit at pagkatapos ng isang hanay ng mga buong pag-ikot, maayos na magsimulang ilubog ang tool sa materyal hanggang sa maabot ang kalaliman ng stop. Sa ganitong operasyon ng pagbabarena ay maaaring ituring na nakumpleto.
Bago ka mag-drill sa workpiece, dapat mong gawin ang parehong operasyon sa ilang mga hindi kinakailangang piraso ng kahoy o laminated chipboard ng katulad na kapal.
Mahalaga na ang butas na butas na ito ay sapat na lalim upang mai-install ang mga tungko ng bisagra ng bisagra sa loob nito, samantalang hindi dapat maging anumang protuberances at sa pamamagitan ng mga butas sa likod ng bahagi.
Kung kailangan mong gawin sa pamamagitan ng butashindi kinakailangan ang lalim limiter. Para sa isang "malinis" na output ng pamutol sa likod ng workpiece, dapat gawin ang pagbabarena sa 2 yugto. Sa unang yugto, ang tangkay ng tasa ay nahuhulog sa workpiece hanggang sa isang maliit na butas mula sa mga spike form sa reverse side nito. Dagdag dito, ang workpiece ay nakabukas, ang spike ng drill ay naka-install sa nagresultang butas, at karagdagang pagbabarena ay natupad. Kaya, ang mga gilid ng butas sa magkabilang panig ng billet ay makinis at walang chipping.
Ipasok ang mga kandado at bisagra
Para sa pagpasok ng mga bisagra at mga kandado sa isang pintuang gawa sa kahoy, maraming bilang ng mga espesyal na kagamitan ang na-develop, kung saan naka-install ang isang submersible milling cutter.

Ang mga device na ito ay masyadong mahal, kaya ang mga Masters ay nagsisikap na gawin ang mga ito gamit ang kanilang sariling mga kamay. Halimbawa, ang mga inset loop na nagpapaikut-ikot na walang template - isang maselan na bagay. Ngunit ang prosesong ito ay mas pinasimple kung gumawa ka ng isang espesyal na simpleng template. Kung paano gawin ito, maaari kang matuto mula dito video.
Ang mga inset na kandado sa mga panloob na pintuan ay nangyayari sa 2 yugto: una, isang malawak na uka sa ilalim ng front plate ng lock ay nabuo, at pagkatapos ay isang malalim na uka sa ilalim ng lock body ay napili. Upang bumuo ng upuan ng katawan ng lock, kailangan mong isagawa ang mga sumusunod na hakbang.
- Kumuha ng isang tuwid na hating cutter na may diameter na 0.5 mm na mas malaki kaysa sa lath ng lock.
- Ayusin ang lalim ng paglulubog sa tungkol sa 3 mm (depende sa kapal ng plate).
- Maglakip ng hiwalay na hinto sa ilalim ng makina.
- Ilakip ang lock plate sa dulo ng pinto dahon at bilugan ito sa isang lapis. Hanapin ang sentrong gilid ng pinto at gumuhit ng linya sa pamamagitan nito (kasama ang web).
- I-install ang router na may diin sa dulo ng pinto at sentro ng router ayon sa pagmamarka, pagkatapos ay ayusin ang suporta sa posisyon na ito.
- I-on ang yunit, isawsaw ang pamutol sa dahon ng pinto sa malalim na hanay at gupitin ang lugar sa buong haba. Ang resulta ay magiging isang malawak at mababaw na uka sa ilalim ng front plate ng lock.
- Pag-attach sa lock sa nagreresulta mag-uka, markahan kung saan ang simula at wakas ng malalim na uka ay magiging.
- Susunod, dapat kang pumili ng isang pamutol (straight groove) na may tulad na diameter na ito ay bahagyang mas malaki kaysa sa kapal ng katawan ng mortise lock. Gayundin, ang shank nito ay dapat na sapat na haba upang ang pamutol na ito ay maaaring gumawa ng isang uka 2-3 mm mas malalim kaysa sa taas ng lock katawan.
- I-clamp ang tooling sa pagpapatupad ng collet.
- Itakda sa yunit ang maximum na pagsasawsaw ng lalim ng snap, sapat upang ipasok ang lock body. Ginagawa ito gamit ang malalim na pagsasaayos.
- I-on ang yunit at mag-drill sa buong depth set sa simula ng pagmamarka. Ulitin ang pagbabarena sa buong haba ng seksyon na ito, paglalagay ng mga butas hangga't maaari sa bawat isa.

- Kapag nagawa ang buong lugar, itaas ang pamutol nang bahagya upang ang itaas na bahagi ng mga blades ng tooling ay lumabas ng isang maliit na (1-2 mm) at magsagawa ng paggiling sa pamamagitan ng paglipat ng yunit pabalik-balik. Matapos ang ilang mga pagpasa, ang pamutol ay maaaring malalim at muling gawin ang pagpapatakbo sa itaas. Bilang isang resulta, nakakakuha ka ng isang malalim na uka na may flat bottom at smooth walls.


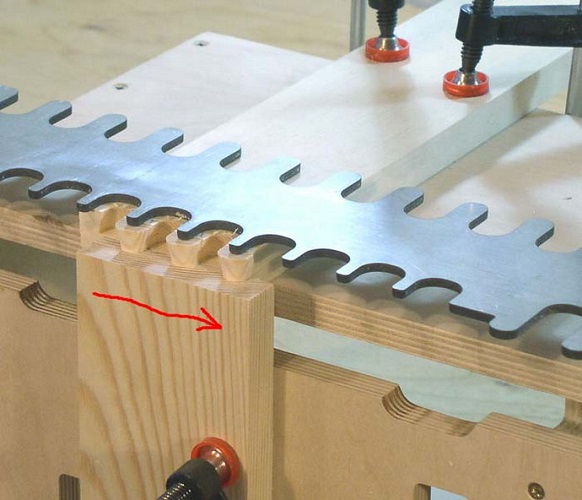
Sampling ng mga grooves at quarters
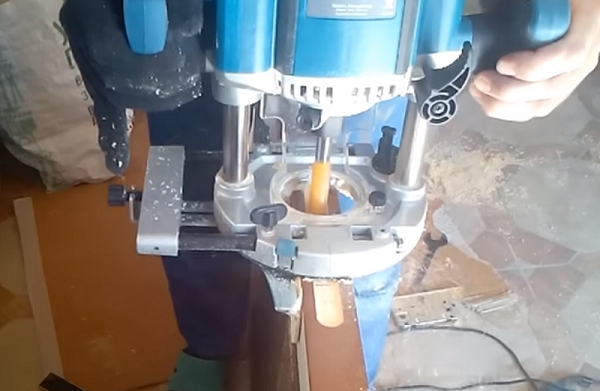
Upang piliin ang uka sa ibabaw ng workpiece o sa gilid nito (dulo), maaari mong gamitin ang isang hiwalay na pagtigil, tulad ng sa kaso ng mga kandado ng pinto. Ngunit maaari kang gumawa ng isang espesyal na aparato na pinapadali ang proseso, kung nais mong piliin ang mga grooves sa isang malaking bilang ng mga magkakaparehong bahagi mula sa puno. Paano ito hitsura slotting toolipinapakita sa sumusunod na larawan.
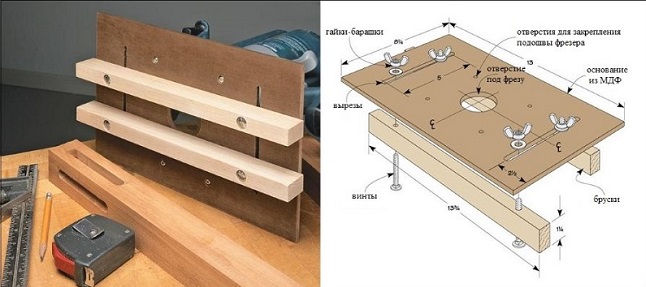
Ang aparatong ito ay isinaayos lamang:
- ang yunit ay naka-install sa platform fixtures;
- ang buong istraktura ay superimposed sa workpiece;
- gamit ang mga gabay na parallel, ang isang tuwid na groove cutter ay nakasentro sa kamag-anak sa pagmamarka sa workpiece;
- Pagkatapos ng pag-aayos ng lalim ng tooling (karaniwan ay nangangailangan ng ilang mga pass), ginawa ang mga grooves.
Upang pumili ng isang isang-kapat sa isang kahoy na blangko, gamitin uka na pamutol na may tindig.

Ang gilid (dulo) ng workpiece ay nagsisilbing gabay para sa pag-gamit. Ang tool ay clamped sa ipatupad collet, pagkatapos kung saan ang pagsasawsaw taas ay nakatakda at isang quarter ay sample sa karaniwang paraan.

Ang pagpili ng Quarter ay hindi lamang ang pag-andar ng snap na ito. Sa pamamagitan nito, maaari kang pumili ng isang uka sa kahabaan ng gilid ng workpiece at gumawa ng isang grooved board. Ang lalim ng uka ay kinokontrol sa pamamagitan ng pagpapalit ng mga thrust bearings ng iba't ibang diameters.

Para sa paggawa ng mga grooved boards sa malalaking volume ay mangangailangan ng pag-aayos ng router sa mesa.
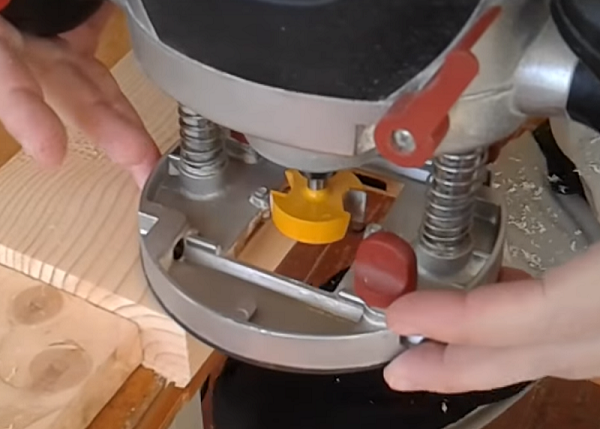
Thorn groove at dovetail connection
Upang lumikha ng koneksyon sa tinikang tinik, maraming mga kumplikadong tool. Subalit kung ang produksyon ng mga produkto ng kahoy ay hindi na-stream, pagkatapos ay ang koneksyon sa tinik na dulong sa tulong ng isang gilingan ng kamay ay maaaring gawin sa isang simpleng paraan.
- Ang bahagi kung saan ang pako ay i-cut dapat magkaroon ng isang tapos na laki. Kapag ginawa ang markup, dapat mong idagdag ang haba ng spike sa haba ng bahagi. Halimbawa, para sa mga binti ng mga talahanayan at mga upuan ay magkakaroon ng sapat na haba ng 305 mm, at para sa mga pintuan - 55-70 mm. Gamit ang parisukat upang gumawa ng markup sa gilid ng workpiece.
- Kumuha ng isang hacksaw at gumawa ng mga maliit na cut (ito ay ang mga balikat ng spike).

- Maghanda pamutol "na bariles"At i-secure ito sa device ng collet. Sa pamamagitan ng tulong ng spike connection nito ay malilikha.
- Ayusin ang workpiece sa workbench, at patayo sa ito secure ang ikalawang bahagi ng parehong kapal (ay magsilbi bilang isang suporta para sa bit mill).

- Susunod, kailangan mong itakda ang halaga ng pag-alis ng pamutol na may kaugnayan sa site ng yunit. Kung ang pako ay matatagpuan nang eksakto sa gitna ng workpiece, dapat na ang tool overhang ay dapat na tulad na pagkatapos ng pag-on ang bahagi at ang ikalawang pass, makakakuha ka ng spike kapal naaayon sa lapad ng uka. Ang lapad ng uka, sa turn, ay depende sa diameter ng eter na pamutol. Ito ay mula sa laki na ito na ang pagkalkula ng buong koneksyon ay dapat magsimula.
- Sa sandaling nakapagpasya ka sa lalim ng tool at itakda ang limiter, maaari mong simulan ang sample ng pako.I-on ang yunit at simulan ang paggiling ng workpiece, ngunit sa mga yugto, pag-delve sa materyal sa pamamagitan ng 3 mm sa bawat oras.
- Kapag naabot ang nais na lalim, itigil ang makina at ibalik ang workpiece.
- Ipagpatuloy ang spike sampling gamit ang pamamaraan na inilarawan sa itaas. Bilang isang resulta, makakakuha ka hugis-parihaba tinik. Ngunit, dahil ang uka ay may isang rounding sa mga gilid mula sa pamutol, pagkatapos ay sa pako ay kailangan mong i-cut ang mga sulok. Ito ay maaaring gawin sa isang kutsilyo o sa isang gilingan.
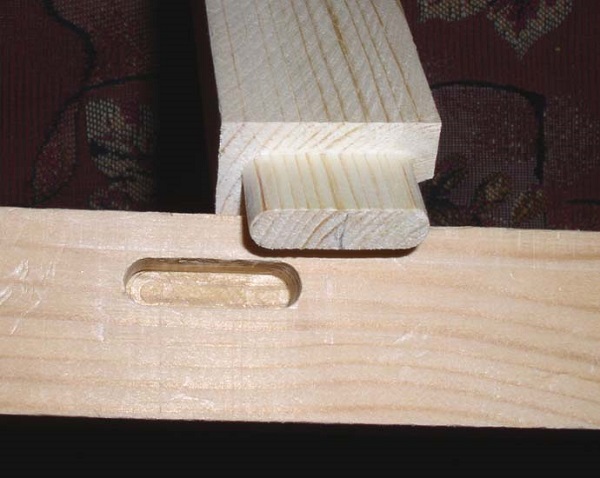
Paano pinili ang uka ay tinalakay nang detalyado sa itaas. Kung nais mong gumawa ng isang tinik na duri sa buong haba o lapad ng workpiece, pagkatapos ay hindi mo na kailangang i-round ang mga sulok ng spike.
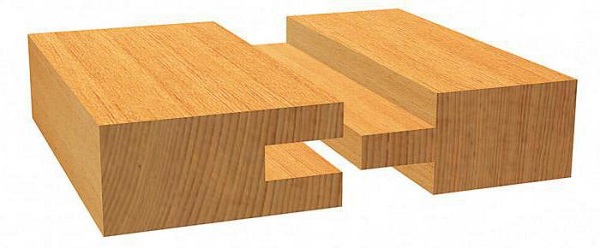
Upang gumawa ng spike dovetail, gumamit ng isang espesyal na aparato.

Naka-install ang kiskisan grooving cutter "dovetail" tail, at din ang kopya ng manggas na may panig, para sa pinakamahusay na pagpoposisyon sa mga puwang ng isang template.

Pagkatapos clamping ang template at ang workpiece ay galing ayon sa pangkalahatang mga panuntunan.
Ginagamit din ang koneksyon sa dila at uka. sa paggawa ng lining. Para lang gawin ang panig, dapat kang magkaroon ng isang hanay ng mga 2 cutter. Pinipili ng isang pamutol ang isang uka sa gilid ng bahagi, at ang iba pa - ay gumagawa ng isang pako.

Upang gumawa ng isang file, ang gilid ng kung saan ay isang pako, at gupitin ang uka sa frame ng harapan, gumamit din ng isang hanay ng mga cutter.

Metal work
Ang paggiling ng metal na may manu-manong nagpapaikut-ikot ay ginaganap sa napakabihirang mga kaso, dahil ang tool na ito ay hindi inilaan para sa mga layuning ito. Minsan ito ay ginagamit para sa pagtatalop welds o rezsenkovki butas. Pinapayagan din itong gumana sa tool na ito para sa pagproseso ng mga produkto mula sa aluminyo, tanso, tanso at tanso (para sa pagpili ng mga grooves). Ang isang karbid grooving pamutol ay naka-install sa yunit, at ang bahagi ay milled sa karaniwang paraan.
Sa parehong oras sa aparato kailangan mong itakda ang minimum na bilis ng suliran, at ang lalim ng kagamitan para sa isang pass ay dapat na 0.5-1 mm.
Minsan ang isang gilingan ng kamay ay ginagamit upang isalimbag ang mga pattern sa mga eroplano ng mga non-ferrous na riles. Sa kasong ito, ang parehong mga template at fixtures ay ginagamit para sa woodworking, tanging mga espesyal na tool ay clamped sa mapait na collet. engraving cutter.

Figured carving and crafts
Karaniwan para sa hugis ng kahoy larawang inukit gamitin grooving Ang mga pamutol at pamutol ng tuwid na mga pamutol. Kahoy na larawang inukit ng kahoy ay ang mga sumusunod:
- i-install ang isang fillet uka pamutol ng maliit na diameter sa yunit;
- maglapat ng isang pattern sa blangko (maaari mong gamitin ang isang mag-istensil);

- bilugan ang pattern na may isang itim na marker (hindi alkohol);

- pumasa sa mga iginuhit na linya na may isang gilingan ng palda, na nagtatakda ng lalim na paglulubog ng 3-4 mm;

- Susunod, dapat mong baguhin ang pamutol ng talim sa isang tuwid na pamutol ng uka at piliin ang buong loob ng pattern;

- pagkatapos ng paggiling, ang resultang pattern ay dapat na sanded na may papel de liha at barnis.

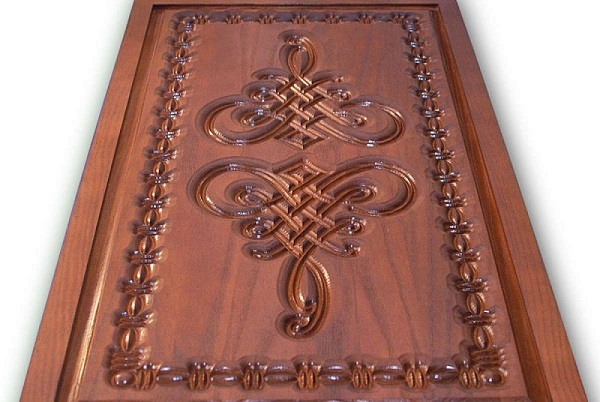
Sa parehong paraan ay tapos na volume na larawang inukit sa puno. Tanging ang kiskisan ay pinili hindi sa pamamagitan ng pattern, ngunit sa pamamagitan ng background sa paligid nito. Ang pagtatapos ng gayak ay isang drill o mini-drill (engraver).

Gayundin, sa tulong ng isang pamutol ng pamutol, hindi lamang isinasagawa ang ibabaw na kahoy na larawang inukit, kundi pati na rin ang openwork sa pamamagitan ng pagsuntok, manipis na mga panel ng kasangkapan, MDF plates. Ang sumusunod na pigura ay nagpapakita ng isang slotted pattern na ginawa ng isang router sa playwud.

Ang pagproseso ng playwud ay gawa sa mga ordinaryong pamutol para sa kahoy.
Dahil ang plywood ay naglalaman ng isang tiyak na halaga ng malagkit komposisyon, ang mga kagamitan ay dapat na nalinis ng kola malagkit sa mga blades nang mas madalas kaysa sa kapag ang pagproseso ng kahoy.
Gamit ang mga diskarte sa itaas, maaari mong i-cut ang mga kulot na elemento para sa mga gazebos, mga front ng kusina, mga kasangkapan sa bansa, atbp.

Ang iba't ibang mga numero ay maaaring pinalamutian ng inukit na kahoy gawa sa kahoy. Halimbawa, ang mga caskets, backgammon, gumawa ng mga palatandaan para sa iba't ibang mga institusyon.


Magagamit din ang Fraser kung kinakailangan gumawa ng balusterspinalamutian ng baluktot o tuwid thread.Para sa paggiling ng mga tuwid na puwang, gumamit ng isang espesyal na aparato na madaling gawin sa iyong sariling mga kamay.


Ang proseso ng paggiling balusters ay ang mga sumusunod.
- Ang fillet grooving mill na may tindig ay naka-install sa yunit.
- Upang ang workpiece ay hindi paikutin, ito ay naayos na may isang tornilyo. Dapat siyang pumasok sa isa sa mga butas ng disk na may balumbot na nakalakip dito.
- Dagdag dito, ang tool ay binabaan upang ang thrust bearing ay sa kaliwa o kanan ng workpiece at sa ibaba lamang ng sentro nito. Ngunit ang pamutol ay dapat na eksakto sa gitna ng bahagi.
- Pagkatapos ng pagpoposisyon sa kagamitan, ang yunit ay naka-on at isang bilugan uka ay ginawa (ang tindig humahantong ang tool, paulit-ulit ang lahat ng mga anyo ng baluster).
- Sa susunod na hakbang, ang router ay nakuha sa gilid, ang pag-aayos ng tornilyo ay inilabas, at ang disc ay pinaikot nang sa gayon ayusin ng tagaayos ang susunod na butas.
- Pagkatapos ayusin muli ang workpiece ay isang paayon na sampling uka. Pagkatapos ng bawat pass ng pamutol, kinakailangan upang paikutin ang workpiece sa pamamagitan ng 1 hakbang.
Nagpapakita ang sumusunod na larawan balusters may paayon grooves.

Para sa paggawa baluktot balusters kailangan ng mas kumplikadong pagbagay.

Ang baluktot na pattern ay nakuha sa pamamagitan ng paggawa ng workpiece sa panahon ng paggalaw ng pamutol dito. Ang pag-ikot ng workpiece at ang paggalaw ng router sa makina na ito ay naka-synchronize.
/rating_off.png)











