Pagpili, tensioning at hasa ng chain ng saw
Ang saw chain sa isang electric saw ay isang mahalagang functional na detalye, na maaga o huli ay dapat sharpened, repaired o ganap na pinalitan ng isang bagong isa. Upang gawin ito ng tama, kailangan mong isaalang-alang ang disenyo at iba pang mga tampok ng tooling na ito.
Ang nilalaman
Paano pumili ng isang chain para sa electric saws
Mangyaring magkaroon ng kamalayan na walang pagkakaiba sa pagitan ng mga chain para sa benzo at electric saws.. Para sa parehong mga uri ng mga tool, ang mga chain ay ginawa ng parehong mga materyales at naka-mount sa gulong na pareho para sa parehong electric at gasolina yunit. Upang pumili ng isang chain para sa isang electric nakita, maraming mga parameter ay dapat isaalang-alang. Ang ilan sa mga ito ay dapat sumunod sa mga detalye ng naka-install na gulong.
Laki ng chain
Laging tumutugma ang parameter na ito pagbabago ng gulong ang iyong yunit. Kung nakakuha ka ng chain ng saw na mas maliit kaysa sa isang gulong, hindi mo ito maaaring magsuot. Gayundin, ang mga kagamitan na lumalampas sa sukat ng gulong ay hindi nakukuha dito nang maayos. Sa parehong mga kaso, imposibleng gamitin ang isang kapangyarihan nakita. Ang mga sukat ng tool sa pag-giling ay maaaring tinukoy sa pulgada at maaari silang magkaroon ng sumusunod na mga halaga: 10 ", 12", 13 ", 14", 15 ", 16", 18 "at sa itaas.
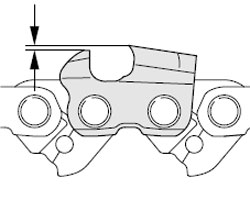
Chain pitch
Determinado sa pamamagitan ng anumang tatlong rivets ng kadena. Sa larawan sa ibaba, ang titik na "a" ay nagpapakita ng eksaktong distansya na ito, na sinusukat sa pulgada.
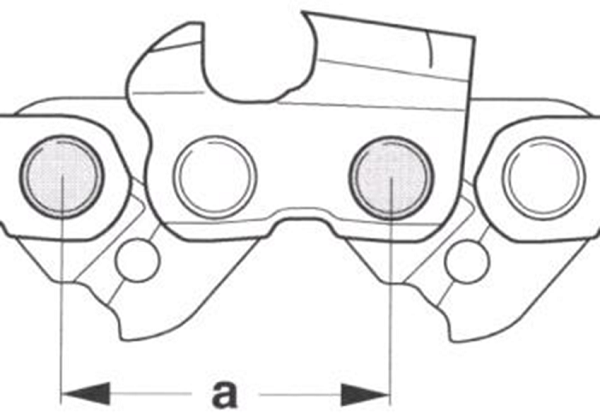
Ang chain pitch ay maaaring magkaroon ng mga sumusunod na halaga: 0.325 ", 0.375" at 0.404 ".
Ang isang hakbang na may isang sukat na 0.375 "ay madalas na isinulat bilang isang bahagi, bilang 3/8" (3: 8 = 0.375), upang hindi malito sa numero 0.325.
Dapat mong malaman: ang higit pang hakbang sa kadena ng saw, ang higit na lakas ay dapat magkaroon ng engine ng yunit. Sa mga amateur at semi-propesyonal na yunit na may kapasidad na 1.84 kW, naka-install ang mga kadena na may isang hakbang na 0.325 ". Ang ganitong mga kagamitan ay maaaring gupitin ang mga manipis na sanga, gupitin ang mga buhol, pati na rin gamitin ito sa panahon ng pagtatrabaho, halimbawa, mga trim boards. Ang isang saw na may isang hakbang ng 3/8 (kapangyarihan ng engine tungkol sa 2.94 kW ay kinakailangan) posible na upang i-cut ang mga manipis na mga puno at hiwa boards ng average na kapal. Ang kagamitan na may isang hakbang ng 0.404 "(kapangyarihan ng engine mula sa 4.41 kW at sa itaas) ay ginagamit lamang sa mga propesyonal na kagamitan at ay dinisenyo upang magsagawa ng trabaho ng anumang pagiging kumplikado.
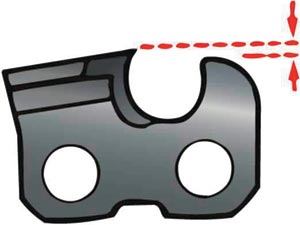
Lead Link Kapal
Ang kapal ng shank (na tinutukoy din bilang nangungunang link) ay isang napakahalagang parameter kapag pumipili ng tool para sa saw.

Upang piliin ang tamang tooling para sa yunit, kinakailangan na ang kapal ng shank ay tumutugma sa lapad ng uka ng gulong. Ang kapal ay maaaring may mga sumusunod na kahulugan.
- 1.1 mm (0.043 "), 1.3 mm (0.05"). Ang isang snap ay nagtatrabaho sa mga menor de edad na naglo-load at ilapat ito maliit na electric saws. Ang snap ay may sukdulang 0.325 ".
- 1.5 mm (0.058 "). Ang mga kadena na may kapal na ito ay may sukat na 3/8 ". Nagagawa nilang makatiis ng mabibigat na naglo-load at naka-install sa semi-propesyonal at mga kasangkapan sa bahay.
- 1.6 mm (0.063 "), 2 mm (0.08"). Ang mga gulong at nakita na kagamitan na may ganitong mga halaga ay ginagamit upang magsagawa ng kumplikadong trabaho na may malalaking mga naglo-load lamang sa mga propesyonal na kagamitan.
Bilang ng mga link
Sa pamamagitan ng bilang ng mga link (shanks) ay tinutukoy haba ng kagamitan. Pagpili ng isang snap, maaari kang umasa sa alinman sa mga halaga ng haba o sa bilang ng mga link.Dahil ang iba't ibang mga tagagawa sa paglalarawan ng produkto ay maaari lamang ipahiwatig ang bilang ng mga elemento ng paggupit, hindi nasasaktan upang malaman iyon at iba pang impormasyon.
Uri ng mga pag-cut link
Sa pamamagitan ng pagsasaayos, ang mga elemento ng pagputol ng tooling ay nahahati sa 2 uri: chipper at pait.

Chipping type cutting tooth - Ito ay isang hugis ng karit na may malaking bahagi ng contact na may materyal. Ang mga ngipin ng gulong ay nagpapataas ng pagkarga sa engine ng yunit at walang magandang mga katangian ng pagputol. Ngunit, salamat sa form na ito, ang mga ngipin ay madaling makayanan ang polusyon, at ang kanilang pag-edit ay hindi nangangailangan ng espesyal na katumpakan.
Chisel tooth profile ay kahawig ng numero "7" at sikat na tinatawag na "pitong". Ang tooling na may tulad na isang profile ng ngipin ay nakikilala sa pamamagitan ng bilis ng paggupit, ang kalidad ng pagputol at ginagamit higit sa lahat sa mga propesyonal na aparato. Ang pagbubutas ng mga aksesorya sa mga ngipin ng pait sa pang-araw-araw na buhay ay napakahirap, yamang ang kahit na ang pinakamaliit na hindi pagsunod sa mga anggulo ng paggiling ay nagpapahintulot sa lahat ng mga pakinabang ng chisel profile ng pamutol.
Pagputol ng materyal ng ngipin
Kapag pumipili ng tool para sa electric saw, tanungin kung ano ang materyal na ginawa ng mga cutter nito. Para sa paglalagari ng malambot na kahoy, mga chain na may mga cutter mula nickel chrome haluang metal bakal. Para sa paglalagay ng frozen, kontaminado at matigas na gamit ng kahoy na may mga elemento ng paggupit na gawa sa bakal na bakal ay hindi gagana. Para sa mga layuning ito, gamitin ang mga cutter, pinatibay karbid tippednailalarawan sa pamamagitan ng mas mataas na paglaban ng wear.

Mataas na profile
Ang taas ng profile ng tool ay nakasalalay pagputol lalim at tool produktibo. Kung mas mataas ang profile ng pagputol ng ngipin, lalong lalakas ito sa materyal. Ang mga ngipin na may isang maliit na taas ng profile ay mag-aalis ng mas manipis na mga chip sa paglalagos. Ang lalim ng paghiwa ng tool sa materyal ay nababagay sa pamamagitan ng paggiling ng stopper, na nasa bawat pag-cut link.
May 2 uri ng chain para sa taas ng profile:
- taas 0,025 "(0,635 mm) ay tumutukoy sa tooling na may mababang profile;
- taas ng profile 0.03 "(0.762 mm) - hanggang mataas na profile.
Ang impormasyong ito ay matatagpuan din. sa manu-manong yunit (ipahiwatig ang mga uri ng kagamitan na naaangkop sa modelong nakita na ito). Magiging kapaki-pakinabang kung patalasin mo ang ngipin. Sa mga propesyonal na yunit, ginagamit ang parehong mataas na profile at mababang profile na kagamitan, ngunit sa mga yunit ng sambahayan, ginagamit lamang ang mga kagamitan sa mababang profile. Ang mataas na profile chain ay isang mataas na produktibong tooling. Ngunit ang paggamit nito ay nagdaragdag ng panginginig ng boses at pagka-agresibo ng instrumento.
Upang mabawasan ang aggressiveness ng kadena, ang mga developer ay nagpunta sa isang maliit na lansihin: na may isang malaking pitch ng kadena, isang mababang profile putol ay ginawa at, pasalungat, habang ang pitch ay nabawasan, ang profile din rises. Ang pamamaraan na ito ay nagpapahintulot sa yunit na iproseso ang materyal nang sabay-sabay nang mahusay at may mas ka-agresibo.
Uri ng hiwa
Ito ay walang lihim na kahoy ay may isang istraktura na binubuo ng longitudinally arranged fibers. Samakatuwid, para sa pagputol ng materyal na ito sa kahabaan o sa kabuuan ng mga fibers, ang iba't ibang mga hasa ng kadena ay nakita ang mga ngipin ay kinakailangan.
- Para sa cross cutting Ang mga gamit ng kahoy na pang-kahoy ay humahaba sa anggulo ng 25-30 degrees.
- Para sa epektibo paglalagari sa kahabaan ng mga hibla Nagtatakda ng mga humahantong incisors sa isang anggulo ng 5-15 degrees. Ngunit ang mga kadena na ito ay ginagamit na napaka-bihirang, dahil ang mahabang gilid ng kahoy ay pinakamahusay na ginawa gamit ang isang band saw o circular saw.
Ang bilang ng mga elemento ng paggupit
Ang karaniwang chain nakita ay may dalawang shanks sa bawat cutting link. Gayunpaman, upang mabawasan ang gastos ng kanilang mga produkto, ang ilang mga tagagawa ay gumawa ng isang snap na may mas maliit na bilang ng mga elemento ng pagputol, na tinatawag na: "na may pass" at "semi-pass".
![]()
Sa isang snap-in na may kalahating pass, isang karagdagang link ay ipinasok sa pagitan ng bawat ikalawang pares ng mga cutter. At sa mga kadena na may pass, isang intermediate na link ay ipinasok pagkatapos ng bawat elemento ng pagputol. Ang resulta ay:
- sa isang karaniwang kadena na may 64 shanks, dapat mayroong 32 mga elemento ng pagputol, ibig sabihin, 50%, ng lahat ng mga link;
- sa isang tool na may isang semi-pass, ang bilang ng mga elemento ng pagputol ay magiging 40%;
- Ang mga kadena na may pass ay may pinakamaliit na bilang ng incisors - 37.5%.
Ang kagamitan na may mga gaps ay nagpapataas sa pagiging agresibo ng tool, binabawasan ang pagganap nito, nag-aambag sa mabilis na pagsuot ng gulong, pati na rin ang biyahe ng sprocket.
Dahil dito, hindi ka dapat bumili ng murang kagamitan. Sa hinaharap, ang naturang pagtitipid ay hindi makapagwawasto sa mga pondo na ginugol sa pagkumpuni o pagpapalit ng lahat ng bahagi ng headset ng sawsaw.
Kapag kailangan mong baguhin ang kadena
Ang pangangailangan upang palitan ang circuit higit sa lahat arises kapag magsuot at labis na kahabaan. Kung hindi mo maabot ang pag-gamit gamit ang pag-aayos ng tornilyo, dapat itong mapalitan. Ngunit ang pag-install ng isang bagong bahagi sa isang lumang, pagod na ngipin-ngipin at ang parehong gulong ay hindi inirerekomenda, dahil ito ay hahantong sa mabilis na pagkasuot nito.
Maraming mga nagmamay-ari ng electric saws alam na ang wear ng kadena ay nangyayari 2-3 beses na mas mabilis kaysa sa pagpapaunlad ng buhay ng gulong at ngipin ngipin, at nagsasagawa sila ng isang maliit na panlilinlang.
- Ang pagkakaroon ng isang bagong electric nakita, dapat kang bumili ng 3 nakatanim chain nang sabay-sabay.
- Ang pagkakaroon ng trabaho sa isang kadena para sa maraming oras, dapat itong mapalitan ng isang bago. Dagdag pa, ang pangalawang kadena ay nag-iiba ayon sa parehong prinsipyo.
- Pagkatapos ng bawat kapalit ng kagamitan, kinakailangan upang ibagsak ang gulong para sa uniporme.
Ang pagsasagawa ng mga simpleng manipulasyon ay humahantong sa uniporme na pagsuot ng lahat ng bahagi at nagpapalawak ng kanilang buhay sa serbisyo.
Pinalitan ang kadena sa electric saws
Kung gusto mong baguhin ang kagamitan sa saw, pagkatapos ay tapos na ito sa sumusunod na paraan. Halimbawa, nagpapakita kung paano ilalagay ang kadena sa Makit's electric saw.
- Sa pambalot, isara ang yunit ng sprocket ng biyahe, maaari mong makita ang isang maliit na takip na may naka-print na pattern. Kung iangat mo ito, makakakuha ka ng isang hawakan kung saan maaari mong alisin ang tornilyo.


- Upang alisin ang kadena mula sa nakita ng kuryente, i-unscrew muna clamping screw at alisin ang takip. Makakakita ka ng isang nangunguna na sprocket at 2 pin kung saan ang gulong ay nakalagay.

- Idiskonekta ang gulong gamit ang kadena mula sa yunit.

- Susunod, dapat mong maingat na ilagay ang kadena sa gulong, pagmamasid tamang direksyon pagputol ng ngipin, i-install ang chain sa isang electric saw (kasama ang isang gulong), paglalagay nito sa isang asterisk.
- Hawakan ang gulong, ilagay ang casing sa.

- Pagbabago sa iba't ibang direksyon tension adjuster knob, kumuha ito sa gear gamit ang pag-aayos ng tornilyo.

- Patigasin ang maliit na tornilyo na clamping, lagyan ng tsek ang pag-igting ng pagputol elemento ng yunit.

- Kung kinakailangan, higpitan ang kadena sa ninanais na antas sa pag-aayos ng hinlalaki at sa wakas ay higpitan ang tornilyo. Tamang pag-install ng kadena naka-check sa pamamagitan ng pagguhit (manu-mano) ito sa ibabaw ng gulong. Ang snap-in ay dapat na malayang gumalaw nang walang anumang kahirapan. Sa circuit na kapalit na ito ay isinasaalang-alang.
Paano ayusin ang pag-igting ng kadena
Patigilin ang kadena sa saw ay kinakailangan sa mga sumusunod na kaso:
- matapos palitan ang kagamitan sa isang bago;
- sa pagsusuot ng mga kagamitan na umaabot sa oras.
Sa panahon ng operasyon, ang mga electric saws ay hindi dapat pahintulutan ang kadena sa sag. Gayundin, hindi ito maaaring maging masikip. Ang maluwag na mga kabit ay maaaring makapasok sa gulong at makapinsala ito. Ang masikip na kagamitan ay maaaring masira o magdulot ng mabilis na kabiguan ng sprocket at paggiling ng gulong.
Upang higpitan ang kadena sa yunit, gawin ang mga sumusunod.
- Paluwagin ang pag-aayos ng gulong ng tornilyo o kulay ng nuwes (depende sa modelo ng makina).
- Sa tulong ng pagsasaayos ng bolt dagdagan ang pag-igting ng snap. Ang katumpakan ng pag-igting ng tooling ay naka-check sa isang simpleng paraan: hilahin ang kadena sa gitna ng gitnang gulong at tingnan ang drive na link. Sa rate ng 1/3 ng shank (tuktok nito) ay hindi dapat umalis sa uka ng gulong.
- Ang pagkakaroon ng nakakamit ang tamang pag-igting, higpitan ang pag-clamping screw (nut).
Ang pagputol ng kadena sa bahay
Upang maunawaan na kailangan mo ng pagputol ng chain chain, maaari mong sa ilang mga kadahilanan:
- sa panahon ng operasyon, ang gulong "humahantong" sa gilid;
- bilis ng paglalagari ay nabawasan nang malaki-laki;
- Ang mga chips ay may hugis ng mga karayom, at mayroong maraming alikabok sa kanila (ang masakit na mga ngipin sa lupa ay gumagawa ng mga parisukat na chips ng unipormeng hugis).
Mga panuntunan nang husto
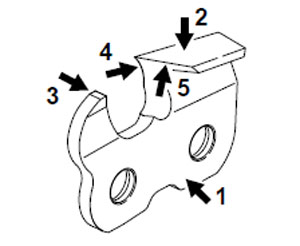
Simula sa pagputol ng mga saw chain cutter, kailangan mong magkaroon ng ideya tungkol sa kanilang disenyo, na binubuo ng:
- base link;
- pamutol ng talim;
- cut limiter lalim;
- vertical blades;
- itaas na talim na matatagpuan pahalang.
Upang bigyan ang kadena ng maximum na mga katangian ng pagputol, ang mga blades nito ay may lupa sa ilang mga anggulo. Ang pagputol ng kapasidad ng pag-angkat ay higit sa lahat ay depende sa anggulo ng rake, ang anggulo ng itaas na talim at ang anggulo ng hasa.
Ang talim ay dapat mahilig pabalik at hugis. likod na anggulo. Ito ay kinakailangan upang palalimin ang itaas na talim sa materyal.
Upang bumuo hulihan sulok ng talim ng dulo Grind off ang likod ng scapula. Ang anggulo na ito ay responsable para sa pagputol ng mga chips (lateral).
Para sa pagbuo magsaliksik ng anggulo (mula 60 ° hanggang 85 °) ay nakakatugon sa dulo ng dulo. Ito ay sinusukat sa kahabaan ng ilalim ng link.
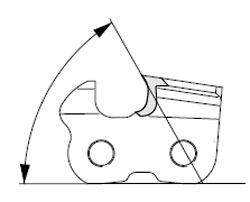
Para sa pagbibigay ang anggulo ng likod ng itaas na talim gilingin ang kanyang likod. Ang anggulo ay maaaring mula sa 50 ° hanggang 60 °.
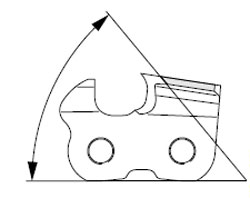
Bumubulong ang anggulo sinusukat sa tamang mga anggulo sa gulong.
Kung mas malaki ang halaga ng anggulo ng hulma, mas nagiging produktibo ang tool na ito. Kung ang anggulo na ito ay nabawasan, pagkatapos ay ang panginginig ng boses ay kapansin-pansing bumaba, at ang proseso ng paglalagari ay magaganap nang mas maayos.
Ang anggulo ng pagpindot ay dapat na hindi hihigit sa 35 ° at hindi bababa sa 25 °, kung ang kagamitan ay inilaan para sa pagputol sa kabila ng mga fibre. Ngunit ang panuntunang ito ay hindi nalalapat sa mga paayon na chain. Mayroon silang isang sharpening angle ng 10 °.
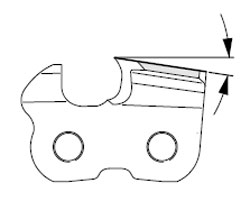
Ang bawat pamutol ay may isang stop na naglilimita sa lalim ng pagtagos ng talim sa kahoy.
Karaniwan, ang distansya sa pagitan ng tuktok ng talim at stop ay dapat nasa pagitan ng 0.5 at 0.8 mm.
Chain teeth sharpening algorithm
Ang mga kadena para sa mga de-kuryente at mga chainsaw, lalo na sa mga taps ng karbid, ay karaniwang pinalalakip sa isang makina na espesyal na idinisenyo para sa layuning ito. Ang huli ay may isang disk para sa pagputol at isang umiinog talahanayan kung saan ang palubid at palayag ay naka-mount.

Kinikilala ang iyong mga kadena pagkakaroon ng mga espesyal na iangkop, na nakakatulong upang mapaglabanan ang kinakailangang mga nakakagiling anggulo sa panahon ng operasyong ito. Kakailanganin mo ring maghanda ng dalawang mga file: isa na may isang flat profile, at ang pangalawang may isang round.

Upang patalasin ang nakita, sundin ang mga hakbang na ito.
- I-clamp ang pagpupulong ng gulong sa isang bisyo.
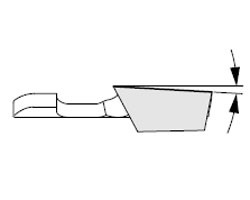
- Una, ang pagputol gilid ng ngipin ay unatin. Ilagay ang fit sa snap tulad ng ipinapakita sa larawan sa ibaba.
- Pagkuha ikot na filesimulan ang paglipat ng ito pasulong na may liwanag at makinis na paggalaw. Ang kanilang bilang ay dapat na pareho para sa lahat ng incisors. Kaya, gilingin ang lahat ng mga ngipin ng tooling (sa pamamagitan ng isa), pagkatapos ay i-rotate ang template at gawin ang parehong operasyon para sa bawat ikalawang non-hardened tool.
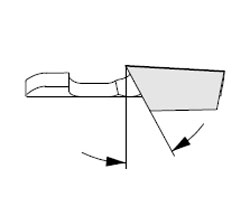
- Pagkatapos ng pag-edit ng mga gilid ng pagputol ng incisors, kaunti gilingin ang lalim limiter. I-install ang template tulad ng ipinapakita sa mga sumusunod na larawan.


- Ang template ay may dalawang butas, sa tabi ng mga inskripsiyon "HARD" (mahirap) at "SOFT" (malambot). I-install ang template sa limiter hole na "HARD", kung gusto mong i-cut hard wood. Para sa pagputol ng mga malambot na materyales, ang paghinto ay galing sa pamamagitan ng "SOFT" hole.
- Para sa paggiling ang stop na inilalapat flat file.


Mahalaga! Ang lalim ng pamutol ay hindi dapat maging lupa nang walang template. Sa itaas ng pamantayan, ang paghinto ay magiging sanhi ng labis na pagpapalalim ng mga ngipin ngipin sa materyal, na magpapataas ng pagkarga sa engine ng yunit, dagdagan ang panginginig ng boses, bawasan ang kawastuhan ng paglalagari at dagdagan ang panganib ng pagsasaayos.
/rating_off.png)











