Paano magtrabaho sa isang inverter
Ang mga kagamitan sa hinang ngayon ay kinakatawan ng maraming uri. Ngunit ang pinakasikat sa mga craftsmen sa bahay ay mga machine sa inverter dahil sa kanilang kakayahang magkasingkahulugan at kagalingan. Ang welding inverter ay ang kagamitan na nagpapahintulot sa master na magsagawa ng iba't ibang uri ng welding work. Ngunit upang maisagawa ang mga ito nang maayos, hindi sapat na magkaroon ng isang mamahaling yunit, kailangan mo ring matutunan kung paano gumamit ng isang welding machine.
Ang nilalaman
Pag-install at koneksyon ng yunit
Upang epektibo at ligtas na gamitin ang inverter, una sa lahat, ito ay kinakailangan upang maayos na maihanda ito para sa operasyon. Ang prosesong ito ay isinasagawa sa maraming yugto. Ang unang gawain ay i-install at ikabit ang yunit. Inverter install ay kailangang isagawa ayon sa ilang mga alituntunin:
- ang yunit ay dapat na ilagay upang ito ay sa layo ng hindi bababa sa 2 m mula sa mga pader o anumang bagay;
- ang aparato ay dapat na grawnded;
- ang welding site ay dapat na napili upang ito ay malayo sa mga bagay na nasusunog;
- Inirerekomenda na magluto alinman sa isang libreng site o sa isang talahanayan ng metal.
Posibleng ikonekta ang inverter sa network ng sambahayan (220 V), at sa network, na may boltahe ng 380 V, na kadalasang ginagamit sa produksyon. Kung nais mong gamitin ang yunit ang layo mula sa mga de-koryenteng mga network, pagkatapos ay maaaring ito ay konektado sa generator, diesel o gasolina.
Electrical connection
Ang pagkonekta ng isang welder sa isang de-koryenteng outlet ng bahay ay kadalasang nagiging sanhi ng mga problema. Ang dahilan ng kanilang pangyayari ay maaaring lumang mga kable o hindi sapat ang diameter ng mga wires nito. Kadalasan, ang mga kable ay idinisenyo para sa kasalukuyang hanggang sa 16 A. At dahil ang lahat ng kasama na mga kagamitan sa bahay ay maaaring lumagpas sa halagang ito, para sa mga layunin ng kaligtasan ang mga awtomatikong circuit breaker ay na-install. Samakatuwid, kapag kumokonekta, kinakailangang malaman ang lakas ng makina ng welding upang hindi ito maging sanhi ng awtomatikong pag-trigger.

Ikonekta ang inverter sa home network
Dapat mo ring bigyang pansin network drawdown. Kung kapag binuksan mo ang inverter, mapapansin mo ang isang pagbawas sa boltahe sa grid ng kapangyarihan, pagkatapos ito ay nagpapahiwatig ng hindi sapat na cross-seksyon ng mga wire. Sa kasong ito, kinakailangan upang masukat kung ano ang mga halaga ng boltahe na bumaba. Kung ito ay bumaba sa mga halaga sa ibaba ng pinakamababang kung saan ang inverter ay maaaring gumana (tinukoy sa mga tagubilin), pagkatapos ay hindi mo maaaring ikonekta ang aparato sa tulad ng isang network.
Gamitin ang extension cord
Ang network cable na nakakonekta sa inverter ay nakakatugon sa lahat ng mga kinakailangan sa kuryente at hindi nagiging sanhi ng mga problema sa koneksyon. Ngunit kung hindi sapat ang haba nito, dapat kang pumili ng extension cord na may cross section ng wire na hindi kukulangin sa 2.5 mm2 at hindi lalagpas sa 20 metro. Ito ay sapat na tulad ng mga parameter ng extender na ang inverter ay maaaring gumana sa kasalukuyang sa 150 A.
Dapat tandaan na kapag ikinonekta mo ang aparato sa network sa pamamagitan ng pagsasakatuparan ng natitirang bahagi nito ay hindi dapat maitago, sapagkat kapag binuksan mo ang yunit, ito ay magiging isang inductor. Bilang resulta, ang mga konduktor ay magpapainit at ang kurdon ng extension ay mabibigo.

Koneksyon sa generator
Sa mga kaso kung kailan hindi posible na ikonekta ang aparato sa mga mains, maaaring ito ay konektado sa isang generator na tumatakbo sa alinman sa gasolina o diesel fuel. Ang pinakamalawak na halaman ng halaman ng gasolina.Ngunit hindi lahat ng mga ito ay angkop para sa pagkonekta ng mga hinang machine. Upang makabuo ang inverter nang mahusay, ang generator ay dapat magkaroon ng kapangyarihan ng hindi bababa sa 5 kilowatts at makagawa ng isang matatag na boltahe na output. Ang mga overvoltage sa boltahe ay maaaring makapinsala sa welder.
Dapat mo ring isaalang-alang kung saan elektrod diameter gagana ka. Halimbawa, kung ang elektrod ay may lapad ng 3 mm, ang kasalukuyang operating ng tungkol sa 120 A ay may boltahe ng arc na 40 V. Kung kinakalkula namin ang kapangyarihan ng welding inverter (120 x 40 = 4800), makakakuha tayo ng isang halaga na 4.8 kW. Dahil ito ay magiging power consumption, ang isang planta ng kapangyarihan na may kakayahang gumawa ng 5 kW lamang ang magpapatakbo sa limitasyon ng mga kakayahan nito, na makabuluhang bawasan ang buhay ng serbisyo nito. Samakatuwid, dapat piliin ang generator sa ilang kapangyarihan margin, mga 20-30% na mas mataas kaysa sa natupok ng inverter.

Koneksyon ng mga hinang cable
Sa front panel ng inverter may 2 terminal, sa tabi ng kung saan mayroong pagmamarka sa anyo ng "+" at "-" mga palatandaan. Ang mga welding cable ay nakakonekta sa mga terminal na ito, ang isa ay may isang metal clip (clothespin) sa dulo, at ang pangalawang - isang may hawak para sa elektrod. Ang parehong cable ay maaaring konektado sa parehong terminal, depende sa paraan ng hinang, na tatalakayin sa ibang pagkakataon. Pagkatapos ng pagkonekta sa mga cable sa device, ang isa sa mga ito, na may isang damitpin, ay konektado sa welding table o sa workpiece.
Sa ilang mga kaso, ang karaniwang haba ng cable ay maaaring hindi sapat, halimbawa, kapag nagtatrabaho sa taas. Sa ganoong mga sitwasyon, ang tanong ay nagmumula: posible ba na pahabain ang hinang cable? Ang mga propesyonal ay hindi nagpapayo na gawin ito, lalo na kung may kinalaman ito sa isang yunit ng inverter. Ang katotohanang ito ay maaaring ipaliwanag sa pamamagitan ng ang katunayan na ang bawat cable ay may ilang mga katangian ng paglaban. Samakatuwid, ang "butas na tumutulo" ng boltahe at kasalukuyang sa buong buong haba nito ay hindi maiiwasan. Samakatuwid, ang mas mahaba ang cable, mas malakas boltahe na patak.
Kung susubukan mong magbayad para sa pagkawala ng boltahe at kasalukuyang sa pamamagitan ng pagdaragdag ng mga halaga sa panel ng yunit, kung gayon ang panukalang-batas na ito ay malamang na huwag paganahin ang electronics sa inverter. Ito ay lumiliko na mas madaling dalhin ang aparato malapit sa lugar ng trabaho ng welder kaysa sa paggastos ng isang malaking halaga upang ayusin ang yunit pagkatapos lengthening ang mga cable.

Pag-setup ng device
Ang kalidad ng mga gawa ng hinang ay depende kung ang welding inverter ay tama na nababagay, lalo na tungkol sa tamang pagpili ng mga electrodes. Dapat mo ring isaalang-alang ang:
- ang lalim ng hinangin;
- ang lokasyon ng puwit sa espasyo (vertical o pahalang);
- ang tatak o uri ng metal na welded;
- metal kapal, atbp.
Dapat mong malaman na para sa bawat uri ng metal ay ginawa kaukulang mga electrodes. Ang mga electrodes na may diameter na hanggang 5 mm ay maaaring magamit sa mga inverters. Ngunit para sa bawat kapal ng kagamitan kinakailangan upang piliin ang kaukulang lakas ng kasalukuyang hinang. Upang maayos na maitayo ang welding machine, maaari mong gamitin ang talahanayan sa ibaba.
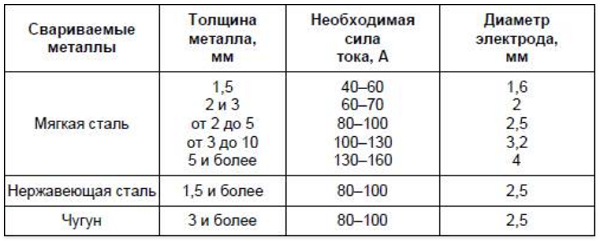
Halimbawa, kung kailangan mong gumamit ng 5 mm makapal na bakal na bakal na may isang inverter, dapat mong kunin ang isang 3 mm na elektrod, at itakda ang isang amperahe ng 100 A sa device.
Mga panukala sa kaligtasan sa trabaho
Ang itinatag na mga patakaran sa kaligtasan ay maaaring sinabi na isinulat ng "dugo" ng mga biktima, at sa gayon ay mahigpit na ipinagbabawal na huwag pansinin ang mga ito. Ang kalusugan at buhay ay nakasalalay hindi lamang sa operator ng kagamitan sa hinang, kundi pati na rin sa mga taong nakapalibot sa kanya. Kaya, sa mga panuntunan sa kaligtasan isama ang mga sumusunod.
- Bago ka magsimula, dapat mong suriin pagkakabukod integridad sa lahat ng mga wire at cable na konektado sa makina. Kinakailangan din upang suriin ang serbisyo ng kagamitan, samakatuwid, upang matiyak na ang boltahe ng walang-load ay katumbas ng zero. Sa kasong ito, ang sistema ay dapat na pagpapatakbo, idiskonekta ang boltahe sa elektrod kapag ang aparato ay walang ginagawa.
- Bago kumonekta sa kagamitan, lagyan ng tsek ang electrical network sa ilalim ng load (sukatin ang saklaw ng pag-aalis).
- Upang maprotektahan ang retina ng mata mula sa ultraviolet radiation na nagmumula sa arc ng hinang, kinakailangang mag-aplay proteksiyon mask (kalasag) o espesyal na baso. Hindi pa matagal na ang nakalipas, ang mga salaming welding at salamin na may salamin na "hunyango" ay lumitaw sa merkado, na awtomatikong madidilim kapag lumalaganap ang maliwanag na radiation. Ang baso o maskara ay dapat na magsuot hindi lamang ng welder, kundi pati na rin ng kanyang katulong.

- Kung ang welding ay isinasagawa sa loob ng bahay, pagkatapos ay protektahan ang respiratory system at maiwasan ang pagkalason ng mga mapanganib na gas respirators na maaaring palitan ng mga cartridge o maskkung saan ang pinadalisay na hangin ay sapilitang ibinibigay.
- Upang protektahan ang mga kamay mula sa splashes ng metal gumamit ng mga espesyal na guwantes - Manghihinang ng Gaiters.

- Upang maprotektahan ang mga kagamitan sa paggamit ng katawan, mga jacket at pantalon na gawa sa matigas na tela.
- Upang protektahan ang mga paa na kailangang magsuot mataas na bota, upang maiwasan ang mga sparks ng metal mula sa pagpasok sa kanila. Dapat takpan ng mga bota ang kanilang tuktok sa pantalon.
- Ang lugar ng trabaho ay dapat na mahusay na naiilawan.
- Sa ilalim ng mga paa ng manghihinang ay dapat goma na banig o kahoy na sahigna pumipigil sa isang tao mula sa shock ng kuryente.
- Sa paligid ng lugar ng trabaho ay hindi dapat maging anumang mga banyagang bagay kung saan maaari kang matisod.
- Malapit sa lugar ng trabaho ay dapat buhangin at fire extinguisher para sa napapanahong pamatay ng pinagmumulan ng sunog.
- Mahigpit ang paglalagay ng welding machine.
Kung ang mga panuntunan sa kaligtasan ay na-aral, pagkatapos ay maaari mong simulan upang maging pamilyar sa kung paano gumana ng maayos na electric welding.
Pinili ng polarity
Ito ay walang lihim na ang proseso ng natutunaw na metal ay dahil sa mataas na temperatura ng electric arc na nangyayari sa pagitan ng materyal na welded at elektrod. Kasabay nito, ang isang cable na may hawak para sa isang elektrod at isang ground cable (na may isang damitpin) ay konektado sa iba't ibang mga terminal ng aparato. Upang maayos na ikabit ang cable, kailangan mong maunawaan kapag nagbago ang mga lugar.
Kapag hinang ang isang inverter o anumang iba pang yunit ng hinang, ang direktang at baligtad na polarity ng pagkonekta ng mga cable sa aparato ay ginagamit. Direktang polarity Tinatanggap na tawagin ang koneksyon kapag ang cable na may elektrod ay konektado sa minus, at ang metal na welded ay konektado sa plus.
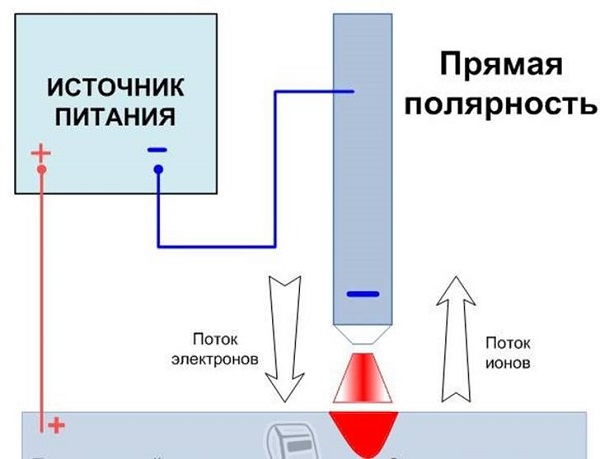
Ang paraan ng koneksyon ay nagpapahintulot sa metal na magpainit nang maayos, kaya ang tagal ay malalim at may mataas na kalidad. Ang paraan ng direktang polarity ay ginagamit kapag pagluluto makapal na mga produkto ng metal.
Reverse Polarity ay nagsasangkot ng pagkonekta sa elektrod cable sa positibo, at ang cable ng lupa sa minus.
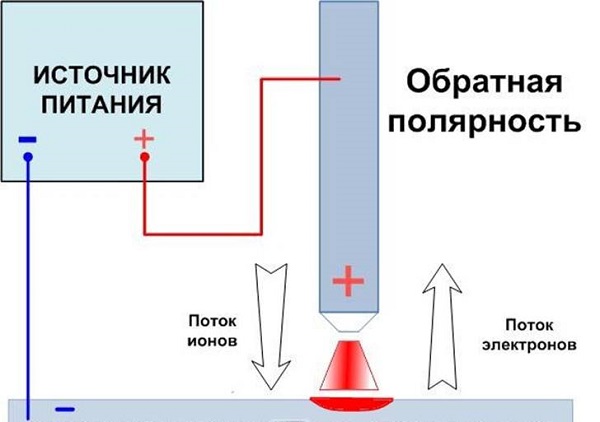
Na may tulad na koneksyon, ang metal heats up mas mababa, at ang pinagtahian nagtuturo mas malawak. Ang baligtad na polarity ay kadalasang ginagamit kapag kumukulo ng manipis na mga produkto ng metal upang ibukod ang mga bahagi ng pagkasunog.
Pagpili ng kasalukuyang hinang
Ang kasalukuyang hinang ay pinili na isinasaalang-alang ang kapal ng metal upang maging welded at ang diameter ng magkasama. Para sa kadalian ng pagkalkula, maaari mong gamitin ang talahanayan na ibinigay sa itaas sa seksyon sa pag-set up ng yunit. Gayundin, kapag pinili ang pinakamainam na kasalukuyang lakas, dapat mong tandaan ang panuntunan: mas mataas ang kasalukuyang lakas, mas malalim ang hinangin ay nakuha, at mas mabilis ang elektrod ay maaaring ilipat. Samakatuwid, ito ay kinakailangan upang makamit ang isang perpektong ratio ng bilis ng paggalaw ng additive at ang kasalukuyang lakas upang ang pinagtahian ay ang kinakailangang convexity at lalim sapat para sa mahusay na hinang ng mga gilid ng mga bahagi.
Paraan ng pagtatrabaho sa iba't ibang mga metal
Dahil ang proseso ng hinang ay imposible nang walang arko ignisyon, dapat mong malaman na mayroong 2 mga paraan upang gawin ito:
- kailangan mong pindutin ang metal ng ilang beses sa isang elektrod hanggang sa ang arko ay ignited.
- kailangan mo ng isang elektrod tulad ng isang tugma upang hampasin nang maraming beses sa metal.
Pinipili ng bawat master ang pinaka-maginhawa at angkop na paraan upang mag-apoy ang arko. Ngunit kailangan mong i-strike nang husto hindi kahit saan, ngunit sa linya ng weld, upang walang bakas ay mananatili sa workpiece.
Ang lugar kung saan natutunaw ang metal sa ilalim ng impluwensiya ng isang electric arc welding bath. Upang ilipat ito sa linya ng pinagtahian, gamitin ang isa sa mga pamamaraan na ipinapakita sa sumusunod na figure.
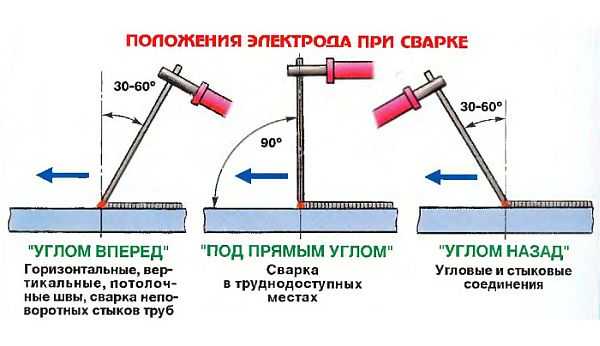
Para sa normal na paggalaw ng paliguan, ang elektrod ay pumapasok sa isang anggulo ng 45-50 °. Sa pamamagitan ng pagkiling sa additive sa iba't ibang mga anggulo, maaari mong kontrolin ang lapad ng paliguan. Pinipili ng bawat master ang pinakamainam na anggulo ng pagkahilig upang makuha ang isang tahi ng katanggap-tanggap na kalidad.
Ang elektrod ay maaaring tumagal ng isang posisyon likod na anggulo o pasulong na anggulo. Upang makamit ang isang malawak na pinagtahian, ang pagkahilig ng anggulo ng kagamitan ay ginagamit nang pasulong, dahil sa mas kaunting init na ito ay nakuha. Ang pamamaraan na ito ay umuuga ng manipis na mga metal. Maaaring lutuin ang makapal na metal sa likod ng sulok.
Para sa welding non-ferrous metals ay magkakaroon ikonekta ang argon burner sa welding inverter at gumamit ng non-consumable elektrod (tungsten). Sa kasong ito, ang mga metal rod ay nagsisilbing isang magkakasama, na inilalagay sa linya ng pinagtahian at natutunaw ng isang electric arc. Sa proseso ng hinang ang bath ay tinatangay ng hangin na may hindi aktibong gas.

Mga patakaran sa pagpapanatili ng inverter
Ang pagpapanatili ng uri ng hinang machine ng inverter ay kinabibilangan ng mga sumusunod na item.
- Visual inspeksyon. Dapat itong maisagawa sa bawat oras bago simulan ang trabaho at pagkatapos ito upang makita ang posibleng pinsala sa pagkakabukod ng mga cable ng hinang at ang kuryente. Gayundin, sa panahon ng panlabas na pagsusuri, ang kawalan ng pinsala sa pabahay at mga kontrol ay nasuri (kinakailangan upang suriin ang kasalukuyang regulator).
- Pagsasagawa ng panloob na paglilinis ng yunit. Isinasagawa pagkatapos alisin ang kaso mula sa patakaran upang alisin ang alikabok at naipon na dumi mula sa lahat ng mga node nito. Ginagawa ang paglilinis gamit ang isang direktang naka-compress na daloy ng hangin sa mga maalikabok na bahagi.
- Sinusuri at tinatanggal ang mga terminal ng aparato. Regular na suriin ang mga lugar kung saan nakakonekta ang mga kable ng kuryente. Kung nakita ang oksihenasyon sa mga terminal, dapat itong alisin sa pinong papel.
Gayundin iwasan ang pagbaba ng tubig, singaw ng tubig at iba pang mga likido sa inverter welding machine na maaaring tumagos sa loob ng yunit at maging sanhi ng maikling circuits. Kung ang anumang likido ay natagos sa patakaran ng pamahalaan, dapat na alisin ang pambalot mula dito at dapat na alisin ang lahat ng kahalumigmigan. Lalo na maingat na tuyo ang electronic board ng inverter gamit ang isang regular na hairdryer.
/rating_off.png)











