Paano gumagana ang awtomatikong machine ng hinang
Ang pangangailangan para sa hinang semiautomatic na kagamitan sa merkado ng hinang kagamitan ay patuloy na lumalaki bawat taon. Ito ay dahil sa kanilang mga halatang pakinabang: abot-kayang gastos, isang malawak na hanay ng mga operating mode, kadalian ng setup at operasyon. Gayunpaman, ang isang baguhan master ay hindi palaging magagawang upang malaman kung paano maayos na gumamit ng isang semi-awtomatikong. Ang unang bagay na kailangan mong malaman ay ang aparato at ang prinsipyo ng pagpapatakbo ng yunit, pati na rin ang mga pangunahing rekomendasyon sa pagpili ng wire para sa hinang.
Ang nilalaman
Device at prinsipyo ng pagpapatakbo ng aparato semiautomatic
Ang pangunahing layunin ng isang semi-automatic welding machine ay arc welding sa paggamit ng isang elektrodong natutunaw, na tinatangay ng hangin na may proteksiyon na gas. Ang aparato ay ginagamit upang ikonekta ang mababang-alloyed at mababang carbon steels, parehong mahaba at pasulput-sulpot seams.

Ang kagamitan na ito ay dinisenyo upang magtrabaho sa sarado, maaliwalas na lugar sa mga temperatura ng hangin mula -10 ° C hanggang + 40 ° C.
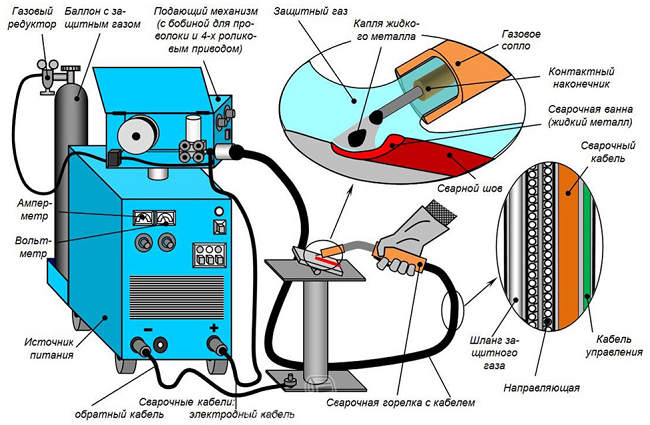
Ang semiautomatic device ay binubuo ng sumusunod na mga item:
- ang pangunahing unit na gumagawa ng hinang kasalukuyang ng kinakailangang laki;
- wire feed unit;
- isang welding torch na may isang nakakonektang cable na kung saan ang kapangyarihan wire pass, isang gas hose, isang control wire at isang gabay para sa wire elektrod.
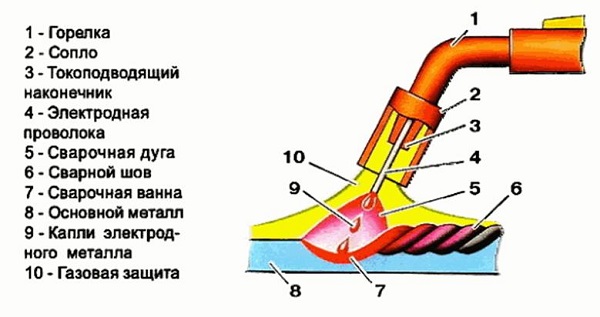
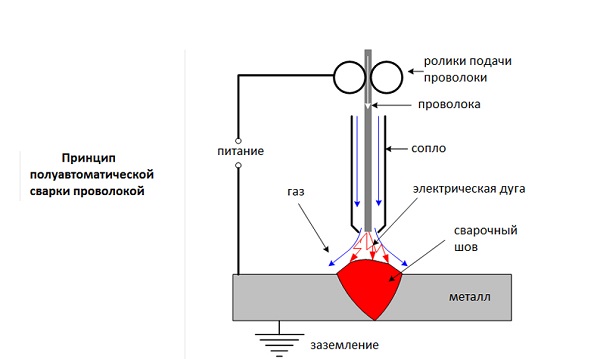
Ang prinsipyo ng pagpapatakbo ng yunit ay ang mga sumusunod. Kapag pinindot ang pindutan ng pagsisimula na matatagpuan sa hawakan ng torch, ang supply ng electrode wire (4), ang kasalukuyang at proteksiyon na gas sa pamamagitan ng nozzle (2) ay nagsisimula. Ang kasalukuyang sa wire ay dumadaloy sa pamamagitan ng kondaktibong tip (4). Kapag nakikipag-ugnay sa base metal, may isang electric arc arises, na nagsisimula sa matunaw ang elektrod. Ang patak ng metal na elektrod, na bumabagsak sa base metal (8), ay bumubuo ng isang tahi (6). Kasabay nito, ang welding bath (7) ay nahuhulog sa proteksiyon ng gas (10), na pumipigil sa oxygen at nitrogen mula sa pagpasok nito mula sa atmosperikong hangin. Dahil sa proteksyon ng gas, ang weld ay matibay at may mataas na kalidad.
Ang operasyon ng aparato na semiautomatic ay posible nang walang proteksiyon na gas. Sa kasong ito, ang isang electrode wire na may espesyal na powder coating ay ginagamit. Sa mataas na temperatura, lumulutang ang patong na ito, at ang mga nagresultang gas ay gumaganap ng proteksiyon para sa weld pool.
Electrode wire selection
Ang elektrod wire ay isang snap, kung wala ang machine welding ay hindi maaaring gumana. Inililipat ito gamit ang isang espesyal na mekanismo at nagsasagawa ng function ng isang elektrod.
Para sa semi-automatic mayroong dalawang grupo ng mga materyales para sa hinang:
- solid wire;
- Inalis na elektrod wire.
Mayroong higit sa 76 mga uri ng unang variant. Ngunit madalas, isang maliit na bahagi lamang ang ginagamit. Ang mga natitirang uri ng kagamitan ay mataas ang dalubhasang at ginagamit sa produksyon. Ang pangunahing bagay na dapat isaalang-alang kapag ang pagpili ng kawad ay ang uri ng metal mula sa kung saan ang istraktura ay welded. Kadalasan, kinakailangan upang pakuluan ang mababa-carbon at mababang-haluang bakal na steels gamit ang di-tanso-tubog at tanso-pinahiran wire.
Copper plating wire ay pinaka-popular sa mga welders dahil sa anti-corrosion coating. Ngunit hindi alam ng lahat na sa panahon ng smelting ng tanso sa hangin makakuha ng mapanganib na pagsingaw. Non Copper Wire ay mas hindi nakakapinsala at may patong na proteksyon ng kaagnasan.
Ginagamit din sa semi-awtomatikong nakayayamot na kawadna hindi nangangailangan ng presensya ng proteksiyon ng gas sa panahon ng pagluluto. Ang elektrod wire ay may espesyal na pagmamarka, halimbawa, tulad ng: SV-08G2S. Ito ay na-decipher bilang mga sumusunod:
- SV - welded wire;
- 08 – ay nangangahulugan na ang mass fraction ng carbon sa komposisyon ng tooling ay 0.08%;
- G - ang titik na ito ay tumutukoy sa mangganeso, na nasa komposisyon ng kawad;
- 2 - ang pigura ay nagpapahiwatig na ang mangganeso na nilalaman ay 2%;
- Sa - Ipinapahiwatig ng liham na ito ang pagkakaroon ng silikon sa kagamitan, kung ang sulat ay walang numero, pagkatapos ay naglalaman ito ng hindi hihigit sa 1%.
Ang sumusunod ay isang talahanayan kung saan ang mga titulo ng sulat ng lahat ng mga additives na bumubuo sa hinang kawad ay decoded.
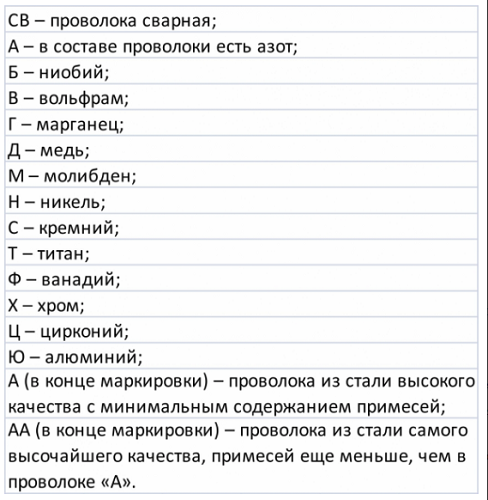
Halimbawa, gamit ang talahanayan, maaari mong maintindihan ang pagmamarka ng CB-06H21N7BT, na nangangahulugang: hinang wire ay 0.06% carbon, 21% chromium, at nickel - 7%; Ang wire ay alloyed na may dalawang riles, niobium at titan.
Para sa hinang mababang haluang metal na bakal (ito ay 90% ng kabuuang metal) wire 08G2S na may diameter na 0.6 mm ay ginagamit. Maaari itong magamit sa pang-araw-araw na buhay at para sa pagkumpuni ng katawan. Bilang karagdagan, maaari itong gamitin sa mga yunit na may kasalukuyang hanggang sa 500A. Para sa hinang hindi kinakalawang steels gamitin wire brand Sv01H19N9. Ang aluminyo at tanso ay pinakuluan sa daluyan ng argon, naaayon sa komposisyon sa kawad. Ang aluminyo ay brewed sa CB-97, CB-A85 at CB-AMts. Para sa hinang ng tanso na ginamit na mga tatak ng kagamitan SV-97, CB-A85 at CB-AMts.
Ang diameter ng elektrod wire ay pinili alinsunod sa kapal ng metal na hinang.
Mga tuntunin ng semiautomatic na hinang
Una sa lahat, kapag nagsisimula upang gumana sa isang semiautomatic aparato, ang mga bahagi na nilayon para sa koneksyon ay dapat na mahusay na nililinis ng pintura at kalawang. Din linisin ang lugar kung saan ang clip para sa masa ay naka-attach.
Paano humawak ng isang burner
Maaari mong i-hold ang burner sa isang kamay, ngunit mas mahusay ang kalidad ng seam kung gagamitin mo ang pareho. Ang isang kamay ay nagsisilbi bilang isang suporta, at ang iba pang mga humahawak ng burner.

Sa pamamaraang ito, mas madaling kontrolin ang anggulo at distansya ng burner mula sa workpiece, pati na rin upang isagawa ang kinakailangang paggalaw upang bumuo ng mataas na kalidad na hinangin. Upang panatilihing libre ang iyong mga kamay, kailangan mo gamitin ang mask na hinangna kung saan ay nakatakda sa ulo.
Ang perpektong anggulo kapag nagtatrabaho bilang isang semi-automatic ay hindi umiiral. Karaniwan, upang ikonekta ang mga blangko na nakahiga sa parehong eroplano, ang torch ikiling (mula sa vertical na posisyon) sa 15-20 degrees ay ginagamit. Sa pamamagitan ng pagkonekta ng mga bahagi na may isang anggulo sa bawat isa, ang torch tilt ng 45 ° ay ginagamit. Ang bawat manghihinang na may pagkuha ng karanasan ay pinipili para sa kanyang sarili ang pinaka maginhawang anggulo ng pagkahilig ng tool, na isinasaalang-alang ang iba't ibang mga sitwasyon.
Mero burner
Para sa pagbuo ng mataas na kalidad na pinagtahian mayroong maraming mga paraan ng paggalaw ng tanglaw.
- Para sa riles 1-2 mm makapal inilapat ang kilusan ng kulog-zigzag. Kaya, ang arko ay nakakakuha ng parehong mga sheet ng metal at walang oras upang sunugin ito. Bilang isang resulta, ang seam ay selyadong at matibay.
- Para sa hinang metal ng anumang kapal maglapat ng isang tuwid na tahi, hindi kasama ang anumang kilusan sa gilid. Ngunit sa kasong ito, ang operator ay kailangang magkaroon ng isang tiyak na karanasan upang kapag ang torch ay gumagalaw, ang arko ay pantay na kumikilos sa parehong mga bahagi ng isinangkot.
- Kung dumating ang trabaho metal na mas mababa sa 1 mm ang kapal, ito ay kinakailangan upang bawasan ang kasalukuyang lakas at wire feed bilis, pati na rin upang gamitin ang isang wire ng mas maliit na lapad. Ang hinang ay dapat maganap sa maikling pulso, na may isang pag-pause sa pagitan ng mga ito ng mga 1 segundo. Ang isang pause ay kinakailangan upang palamig ang metal at patuyuin ang mga susunod na segment sa isang monolithic pinagtahian.
- Kung mag-asawa mahaba, manipis na mga detalye, pagkatapos ay ang welding ay isinasagawa na may maikling mga segment o mga punto na matatagpuan sa isang tiyak na distansya. Gayundin, upang maiwasan ang pagpapapangit ng mga bahagi, maaari mong magluto ng halili, maikling mga segment, na may iba't ibang mga dulo ng segment na isinangkot.
Ang bilis ng hinang
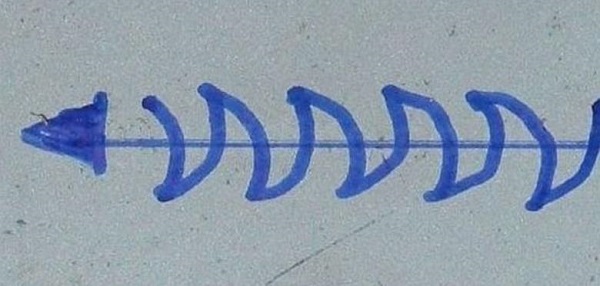
Ito ang bilis ng paggalaw ng electric arc kasama ang interface ng mga bahagi, at kinokontrol ng operator ng semiautomatic device. Ang bilis ng paggalaw ng tool ay dapat tumutugma sa arc boltahe, wire feed bilis, metal kapal at ang kinakailangang pinagtahian pinagtahian. Sa mataas na bilis ng paggalaw ng burner, maraming mga spray ay nabuo, ang proteksiyon gas ay nananatiling sa mabilis na hardening seam at nagiging sanhi ng pores pagbuo sa ito. Sa mabagal na bilis ng paggalaw ng mitsero, ang isang labis na electric arc ay nabuo sa materyal, na maaaring magsunog nito. Bilang karagdagan, kapag ang pagkonekta ng malalaking bahagi ay nabuo makapal na tahi. Ang sumusunod na pigura ay nagpapakita kung ano ang hitsura ng mga seams sa iba't ibang mga bilis ng torch.

Rate ng daloy ng gas
Ang gas supply ay dapat sapat upang matiyak ang pamumulaklak ng ibinibigay na kawad. Sa isang mahinang daloy ng gas, hindi mai-protektahan ang seam mula sa oksihenasyon. Ngunit kahit na sa mataas na daloy ng mga rate, proteksyon ay hindi sapat dahil sa kaguluhan. Ang lahat ng mga deviations mula sa pamantayan gumawa ang pinagtahian puno ng napakaliliit at babasagin. Samakatuwid, ito ay napakahalaga upang makamit ang isang makinis na gas supply, upang ang daloy ay hindi maging sanhi ng kaguluhan at ganap na pinoprotektahan ang hinang site.
Haba ng kawad
Ang kawad, bago ito hawakan ang metal, dapat lumabas ng dulo sa pamamagitan ng 6-13 mm. Depende ang halaga na ito paglaban at temperatura ng piraso ng elektrod na ito. Ang mas malakas na pag-abot ng kawad mula sa dulo, ang mas maliit ay magiging laki ng arko. Bilang isang resulta, ang bakal ay magiging makapal at makitid, na may mababang pagtagos sa metal. Kung ang haba ng tooling ay nabawasan, ang pagtagos ng arc sa metal ay tataas, at ang tahi ay magiging mas payat at mas malawak.
Polarity
Sa pamamagitan ng polarity sa hinang kagamitan ay sinadya kasalukuyang direksyon sa circuit nito. Sa pamamagitan ng isang direktang polarity, ang isang negatibong singil ay inilalapat sa kawad, at isang positibong singil ay inilalapat sa welded na bahagi. Sa reverse polarity, tapat ang totoo: ang kawad ay isang plus, at ang workpiece ay isang minus.
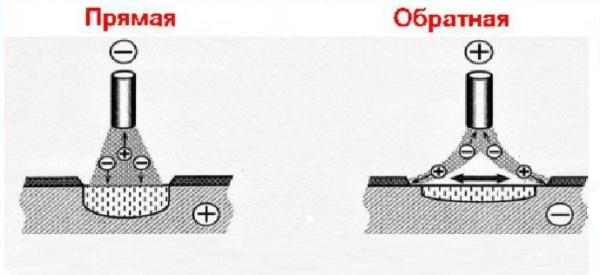
Mahalaga! Kapag nagtatrabaho nang walang proteksiyon gas, ang flux-cored wire ay gumagamit ng paraan ng direktang polarity, at may gas - reverse polarity.
Tunog kapag hinang
Ang pakikinig sa mga tunog ng hinang ay mahalaga, lalo na para sa mga nagsisimula kapag natututo. Ang tamang tunog kapag hinang na may isang aparato na semiautomatic ay kahawig ng tunog ng karne na inihaw sa isang kawali. Kapag naririnig ang isang tunog ng "paghihiyaw-hininga", nangangahulugan ito na mayroong balanse sa pagitan ng kasalukuyang mga setting, ang wire at gas feed rate. Ang pagbabago ng tunog sa panahon ng pagpapatakbo ng aparato ay maaaring maapektuhan ng:
- mahinang pakikipag-ugnayan sa pagitan ng timbang clamp at ang bahagi;
- ang pagkakaroon ng frozen na spray sa dulo ng burner, na pumipigil sa normal na daloy ng gas;
- hindi maganda ang paglilinis mula sa kalawang o pintura na lugar ng hinang.
Mga panukala sa kaligtasan sa trabaho
Sa panahon ng trabaho kasama ang mga kagamitan sa hinang kinakailangan na sundin ang sumusunod na mga hakbang sa seguridad.
- Dapat protektahan ng manghihinang ang lahat ng bahagi ng katawan mula sa mga splashes ng mainit na metal sa kanila. Para dito ginamit na mga damit ng trabahomahigpit na sumasaklaw sa mga nakalantad na lugar ng katawan, gayundin ang mga guwantes na pang-proteksiyon. Damit ay dapat na ginawa ng siksik na materyal na maaaring mapaglabanan ang pagpasok ng mainit splashes. Hindi dapat gawin ang mga damit na gawa sa sintetikong fibers, kung saan, kapag nakalantad sa mataas na temperatura, magsimulang matunaw. Ang nasabing materyal ay agad na nasusunog, na maaaring maging sanhi ng pagkasunog sa welder.
- Dahil ang matitinding ultraviolet radiation ay ginawa sa panahon ng hinang, kinakailangan upang protektahan ang mga mata mula sa paggamit nito maskara na may tinted glass. Hindi pa matagal na ang nakalipas, ang mga maskara na may salamin na "kamelyaon" ay lumitaw sa merkado, na nagpapadilim kapag lumitaw ang maliwanag na liwanag. Gayundin, ang ibang mga bahagi ng katawan ay dapat protektado mula sa ultraviolet radiation.
- Ang mga sapatos ay dapat sarado upang maiwasan ang mainit na splashes mula sa pagbagsak sa ito.
- Ang silid kung saan ang gawain ng hinang ay dapat na may sapilitang o likas na bentilasyon (ang pagkakaroon ng mga bintana na maaaring mabuksan). Ang paglanghap ng mga singaw at usok na nabuo sa panahon ng proseso ng hinang ay nakakaapekto sa kalusugan ng tao.
/rating_off.png)











